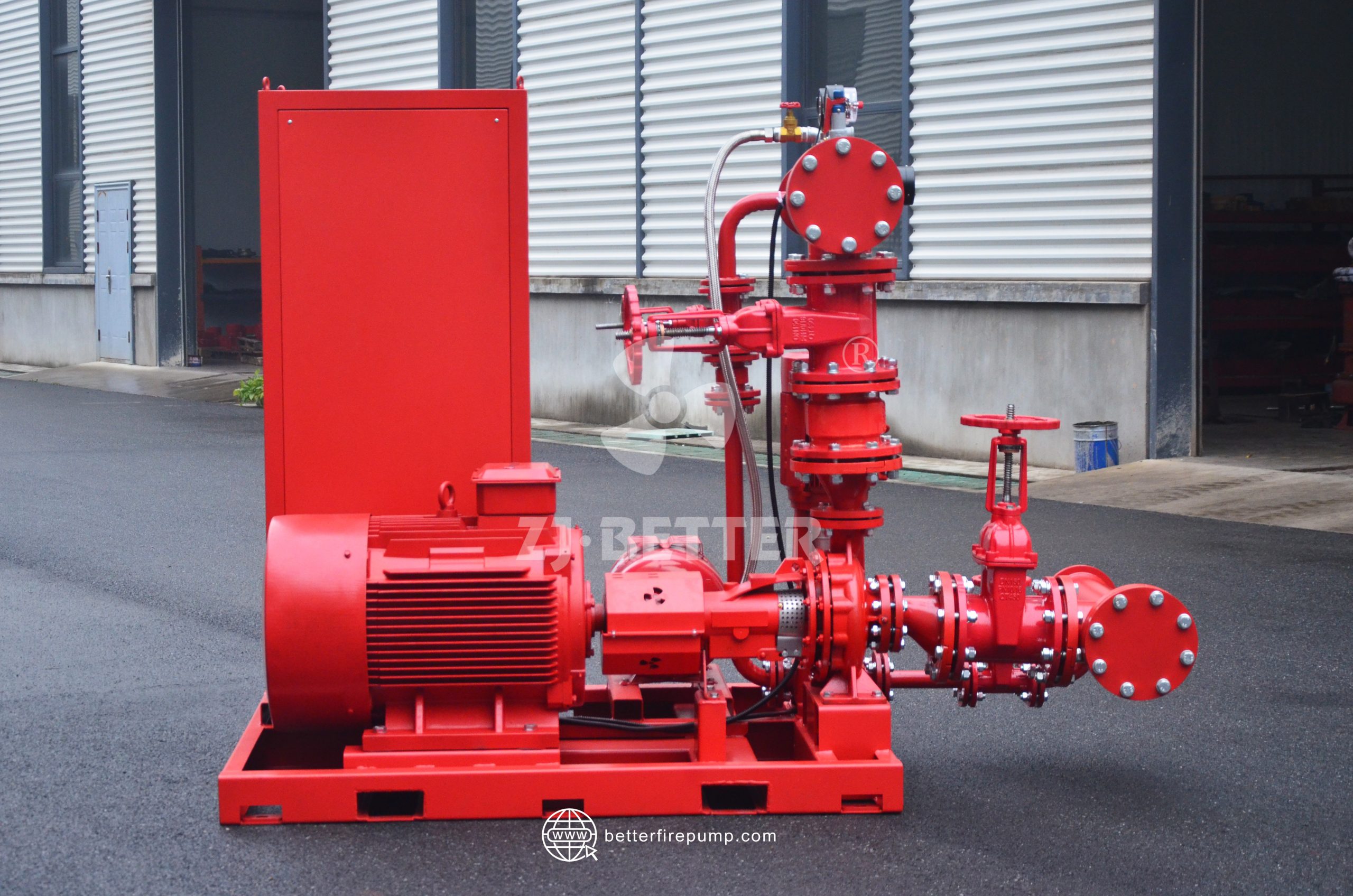
Vertical Fire Pump Systems with Pressure Tanks for Stable Fire Pipeline Pressure
Vertical fire pump systems with pressure tanks achieve stable constant pressure water supply through multi-stage pressurization and intelligent control, effectively reducing water hammer and frequent start-stop cycles. They are widely used in high-rise buildings, commercial complexes, and industrial fire protection systems, providing efficient and reliable fire pipeline pressure solutions.
In modern building fire protection systems, stable and reliable water pressure is the core foundation for ensuring the efficient operation of fire extinguishing equipment. This is especially true in complex environments such as high-rise buildings, commercial complexes, underground spaces, and industrial plants, where fluctuations in fire pipeline pressure directly affect the response efficiency and fire extinguishing effect of sprinkler systems, fire hydrant systems, and other fire extinguishing equipment. Vertical fire pump systems with pressure tanks, as advanced fire protection equipment integrating efficient water supply and pressure stabilization, achieve precise regulation and continuous stable output of fire water supply pressure by highly integrating vertical multi-stage fire pumps with pressure tanks, intelligent control systems, and piping components. This ensures the fire protection system remains in optimal working condition under various complex operating conditions. The system uses a vertical multi-stage centrifugal pump as the core water supply unit, using multi-stage impellers to progressively increase pressure, enabling high-lift output within a relatively small footprint. It is particularly suitable for high-rise and super high-rise buildings with high water supply pressure requirements. Furthermore, the vertical structure design effectively reduces the floor space required, allowing for flexible installation in space-constrained pump room environments. During system operation, the pressure tank plays a crucial role in stabilizing and buffering pressure. When pipeline pressure fluctuates, the pressure tank can quickly balance the system pressure by storing and releasing water, thereby avoiding frequent pump start-ups and shutdowns, reducing equipment energy consumption, and extending service life. It also effectively reduces the impact damage to the pipeline and equipment caused by water hammer. The system’s intelligent control device can monitor pipeline pressure changes in real time and automatically adjust the pump operation status according to set parameters. It quickly starts the main pump to replenish water when pressure drops and stops operation promptly after pressure recovers, achieving fully automatic constant pressure water supply. This highly automated operation mode not only improves the response speed of the fire protection system but also significantly reduces the need for manual intervention, enabling the equipment to be quickly deployed in emergencies. The system is designed with overall reliability and durability in mind. Key components are made of high-strength, corrosion-resistant materials, capable of adapting to humid, high-temperature, and complex environmental conditions, ensuring good performance even during long-term standby. The hydraulic design of the vertical multistage pump is optimized, featuring high efficiency, low noise, and stable operation. It maintains stable output and reduces energy loss during continuous water supply, thus achieving energy-saving operation goals. Furthermore, the pressure tank typically employs an internal gas-water separation structure. Through the synergistic effect of pre-charge pressure and water pressure, precise control of system pressure is achieved. This maintains stable pipeline pressure even under low flow or minor leakage conditions, preventing frequent pump starts and improving overall system efficiency. In terms of maintenance, the system adopts a modular design concept with a rational layout of functional components, facilitating daily inspection and maintenance. Inspection interfaces are provided at key locations, enabling technicians to quickly troubleshoot and replace components, thereby reducing maintenance costs and improving equipment availability. For modern fire protection engineering, this system not only meets conventional fire water supply needs but can also function as a pressure-stabilizing and water-replenishing system, working in conjunction with the main fire pump set. It maintains the basic pipeline pressure before the main pump starts, and in the event of a fire, the system can quickly switch to a high-flow water supply mode, ensuring sufficient water support for fire extinguishing equipment. Simultaneously, the system can be flexibly configured according to project requirements, such as adjusting the pressure tank volume, pump power, and control methods to adapt to the fire protection requirements of buildings of different sizes and types, thus achieving highly customized applications. In practical applications, vertical fire pump systems with pressure tanks have been widely used in high-rise residential buildings, commercial centers, hospitals, schools, airports, subway stations, and industrial plants, among other fields. Their stable water supply performance and reliable operation have been widely recognized, playing a vital role in protecting lives and minimizing property damage. Through continuous design optimization and technological upgrades, the system has been continuously improved in terms of energy efficiency, intelligence, and reliability, providing a more efficient, safe, and sustainable solution for modern fire protection systems. It will continue to play an irreplaceable and important role in future fire protection engineering construction.