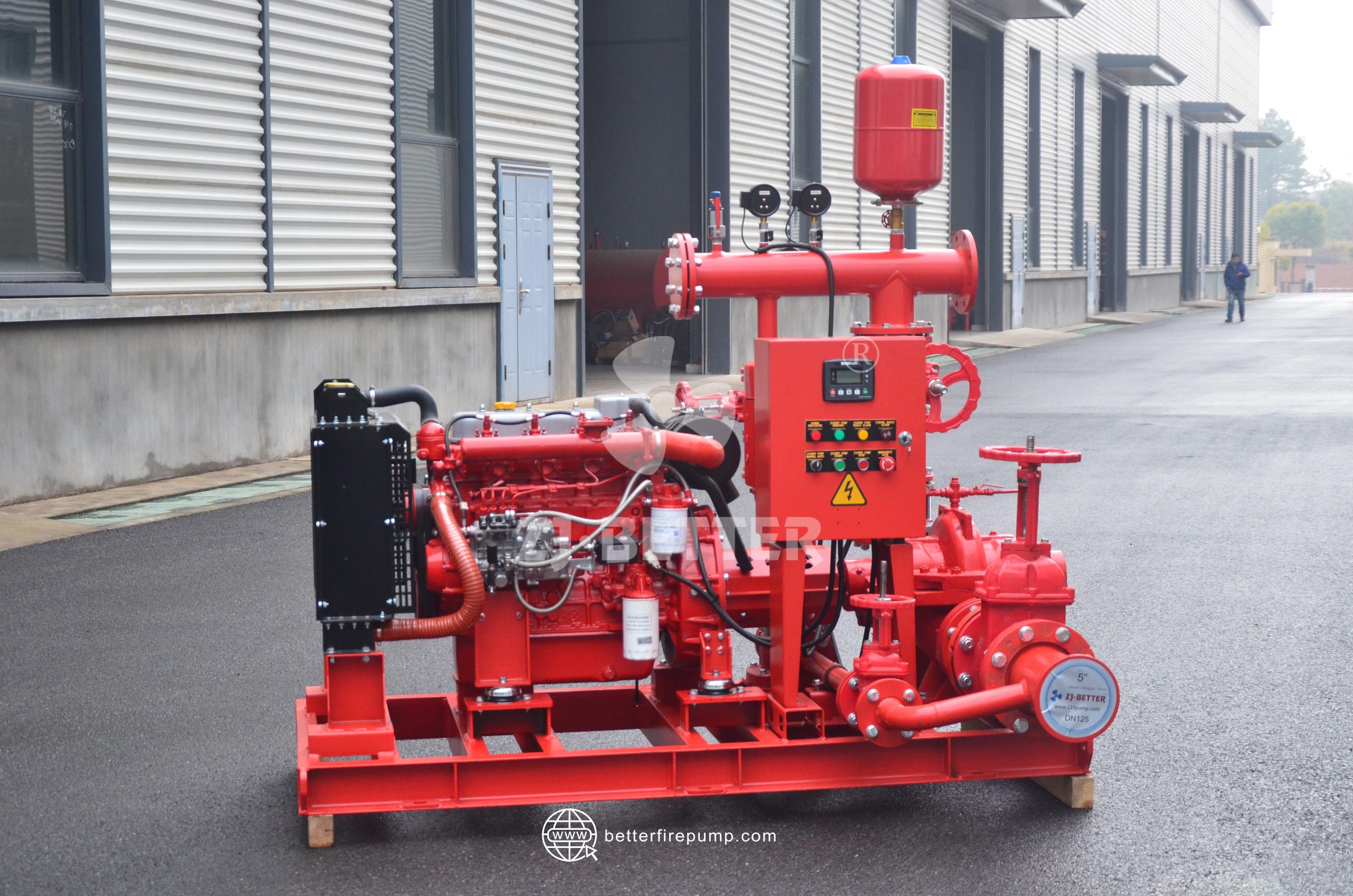
Compact Horizontal Fire Pump Package with Pressure Tank
The compact horizontal fire pump unit equipped with a pressure tank adopts the integrated design of horizontal centrifugal fire pump, pressure tank, intelligent control cabinet and automatic pressure monitoring system. It has the advantages of constant pressure water supply, automatic start and stop, energy-saving operation, stable pressure, compact installation, convenient maintenance and high reliability. It is widely used in automatic sprinkler systems, fire hydrant systems, high-rise buildings, commercial complexes, hospitals, schools and industrial fire protection projects, providing efficient, stable and intelligent pressure maintenance solutions for modern fire water supply systems.
As modern building fire protection systems continue to develop towards intelligence, efficiency, and integration, fire water supply equipment not only needs rapid response capabilities but also requires long-term stable pressure in the fire pipeline network to ensure immediate operation in the event of a fire. The compact horizontal fire pump unit equipped with a pressure tank integrates a horizontal centrifugal fire pump, a high-efficiency motor, a pressure tank, an intelligent control cabinet, and a pressure monitoring system. It integrates fire boosting, pressure maintenance, automatic control, and safety protection functions onto a single base, achieving stable and efficient fire water supply within a limited space. The equipment is primarily used in automatic sprinkler systems, indoor and outdoor fire hydrant systems, and fixed fire water supply projects. In normal standby mode, it continuously monitors the fire pipeline network pressure. When the pressure drops below the set value due to changes in ambient temperature, minor pipeline leaks, or natural pressure drop in the system, the control system automatically starts the fire pressure stabilizing pump, rapidly restoring the pipeline network pressure through efficient water delivery. This ensures the entire fire protection system remains in optimal standby condition, effectively preventing frequent starts of the main fire pump and extending the service life of the entire fire protection equipment. The product adopts an advanced hydraulic model design, with the impeller precision-machined and dynamically balanced. The optimized flow channel structure effectively reduces hydraulic losses and improves water delivery efficiency, maintaining constant pressure while ensuring stable flow output. This provides continuous and reliable fire-fighting water supply for high-rise buildings, commercial complexes, hospitals, schools, hotels, industrial plants, data centers, warehousing and logistics centers, and large public buildings. The high-efficiency motor features smooth starting, low operating vibration, low noise, high efficiency, and low energy consumption, allowing for long-term continuous operation. It employs a high-quality insulation system and high-quality bearings to improve equipment reliability and service life. The unit is equipped with an intelligent control cabinet integrating multiple functions such as automatic start/stop, pressure setting, automatic inspection, fault alarm, operation recording, and status monitoring. It can monitor system pressure, current, voltage, and equipment operating status in real time. In case of overload, overvoltage, undervoltage, or phase loss, the system can automatically alarm and take protective measures, effectively ensuring safe equipment operation. It also supports reserved communication interfaces, allowing connection to building automation systems or fire control centers as needed for remote centralized monitoring and intelligent management. As a crucial component of the unit, the pressure tank stores a certain amount of pressure energy. When the pressure in the fire-fighting pipeline network fluctuates slightly, it prioritizes releasing this stored energy, reducing frequent start-stop cycles of the fire pumps, buffering water hammer impacts, reducing pipeline vibration and equipment wear, and improving the overall stability of the fire-fighting water supply system. It also further extends the service life of valves, pipelines, and fire pumps. The entire unit features a compact base design with a scientifically and rationally laid-out layout, resulting in a small footprint and easier transportation, hoisting, and installation. It is ideal for new projects with limited equipment room space and for upgrading existing fire-fighting systems. The modular design makes maintenance of major components more convenient; routine inspections, lubrication, mechanical seal replacement, and electrical maintenance can all be completed quickly, reducing downtime and lowering subsequent maintenance costs. The pump body, impeller, pump shaft, and key components are made of high-strength, corrosion-resistant materials, possessing excellent wear resistance, corrosion resistance, and cavitation resistance. This allows it to withstand long-term humid environments and continuous operation, ensuring long-term stable operation. The unit can be flexibly configured with flow rate, head, motor power, pressure rating, and control method according to different fire protection engineering needs. It can also form a complete fire water supply solution with fire water tanks, fire water reservoirs, main fire pumps, and fire alarm systems, realizing automatic linkage control and multi-level water supply guarantee. With its comprehensive advantages such as compact structure, constant pressure water supply, automatic control, energy-saving operation, convenient installation, simple maintenance, stable operation, and strong adaptability, the compact horizontal fire pump unit equipped with a pressure tank has been widely used in various modern building fire protection engineering projects. It continuously provides stable and reliable water supply pressure for fixed fire protection systems, improves the overall operating efficiency of fire protection systems and fire emergency response capabilities, and provides a solid and reliable fire water supply guarantee for personnel safety and important assets.