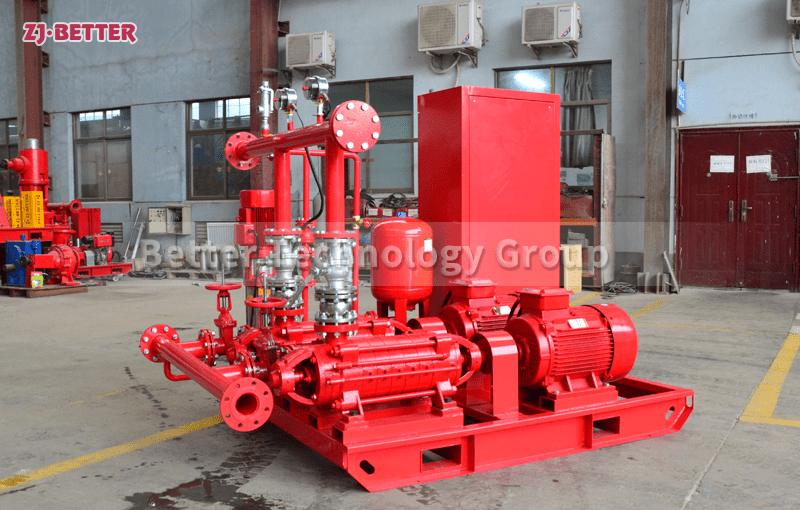
Internal structure of diesel engine fire pump
The diesel engine fire pump has the advantages of light weight, small size, flexible movement, quick start, fast water discharge time, large fuel tank capacity, corrosion resistance, reliable use, convenient maintenance, etc., fast automatic start and self-priming, and self-priming after dry running. Heavy-duty pump bearings – longer life; other parts are made of high-quality copper and stainless steel or customized by customers. The high-efficiency open impeller design of the diesel engine fire pump can handle large solids and abrasive materials while maintaining a high flow rate, and the large-capacity air treatment can be used for more “well point dewatering projects”.
The casing of the diesel engine fire pump constitutes the working chamber of the pump. The impeller, shaft and rolling bearing are the rotors of the pump. Suspension bearing parts The supporting parts support the rotor parts of the pump, and the rolling bearings are subjected to the radial and axial forces of the pump. In order to balance the axial force of the diesel engine fire pump, most pumps have sealing rings at the front and rear of the impeller, and a balance hole on the back cover of the impeller. Because some pumps have little axial force, there is no seal on the back of the impeller. ring and balance hole. The axial sealing ring of the diesel engine fire pump is composed of packing gland, packing ring and packing to prevent air intake or large water leakage.
If the impeller of the diesel engine fire pump is balanced, the cavity filled with soft packing communicates with the impeller inlet. If the liquid at the impeller inlet is in a vacuum state, it is easy to enter the air along the surface of the shaft sleeve, so a packing ring is installed in the packing cavity. Through the small hole on the pump cover of the fire stabilized pump, the pressure water in the pump chamber is led to the packing ring for sealing.