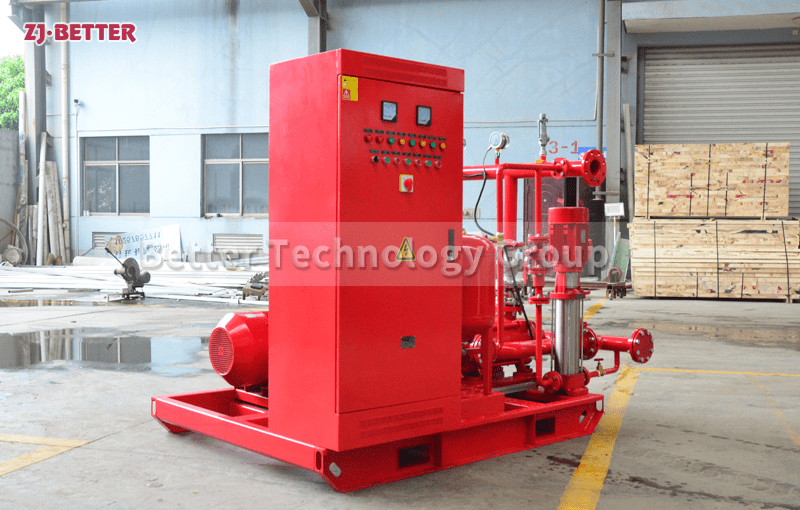
High-Efficiency Integrated Fire Pump Set: Continuous Power for Emergency Firefighting
Equipped with powerful power and an intelligent control system, these highly efficient integrated fire pump units support both electric and diesel drive modes, ensuring a stable water supply in the event of a fire. Their compact design, superior performance, and reliable operation make them ideal for high-rise buildings, factories, warehouses, and petrochemical facilities, providing high-lift and high-flow firefighting solutions.
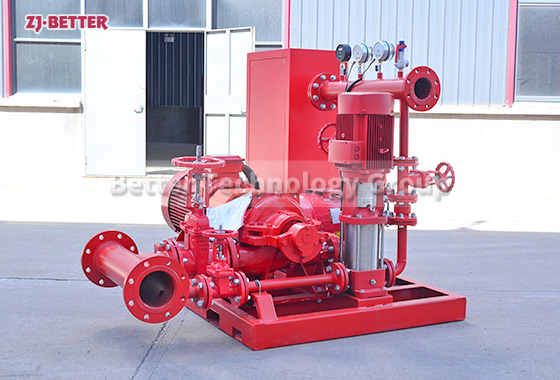
The high-efficiency integrated fire pump unit is a modern fire water supply system designed for buildings, factories, warehouses, docks, and petrochemical facilities. It integrates a high-performance water pump, diesel engine, motor, control system, and related piping. It offers multiple advantages, including compact design, stable operation, rapid startup, and easy maintenance. It provides a reliable high-pressure water supply in emergency fire situations. Utilizing an energy-efficient design, the unit seamlessly integrates the power and control systems, enabling rapid startup and continuous water supply in the early stages of a fire. Even without an external power source, the diesel engine can operate independently, ensuring sufficient water pressure and flow for the firefighting system in any emergency. The entire unit is designed to comply with international fire protection standards, and its core components have undergone rigorous testing and durability verification to ensure long-term stable performance in high-temperature, high-humidity, dusty, and corrosive environments. The fire pump unit utilizes a high-lift, high-flow hydraulic design. Its superior performance is achieved through a precise impeller structure and efficient hydraulic channels, resulting in high pump efficiency and low energy loss. Single-stage, double-suction, or multi-stage pump options are available to meet the water supply pressure and flow requirements of different locations. The powertrain can be powered by a diesel engine, an electric motor, or a combination of both. Under normal conditions, the electric motor drives the pump, automatically switching to the diesel engine in the event of a power outage or main power failure. This entire switching process is automated by an intelligent control system, eliminating the need for human intervention and significantly improving system safety and responsiveness. The control system utilizes a PLC intelligent control unit equipped with advanced monitoring and alarm functions. It monitors pump operating status, oil pressure, water temperature, current, voltage, and other parameters in real time, automatically issuing alarms or implementing protective measures when anomalies occur, preventing equipment damage. The system also features remote monitoring and automatic start/stop functionality, enabling remote management via the network or a monitoring center, enabling unattended intelligent operation. The fire pump unit boasts a rational structure, with a welded high-strength steel base treated for corrosion and rust resistance, offering excellent seismic resistance and long-term stability, making it suitable for both fixed and containerized installations. The unit’s compact and rationally designed piping incorporates key components such as check valves, gate valves, exhaust valves, and shock-absorbing flexible connectors to ensure safe and reliable operation of the water supply system under high pressure. This equipment also utilizes an advanced air or water cooling system to ensure thermal balance during prolonged, high-load operation, effectively extending the engine’s service life. For applications requiring continuous water supply or high-pressure spraying, the unit can form a linkage system with a pressure-stabilizing pump, sprinkler pump, and booster pump, enabling staged startup and pressure distribution, ensuring that water pressure throughout the firefighting system remains within the ideal range. Furthermore, the highly efficient integrated fire pump unit offers significant advantages in energy conservation and environmental protection. Its optimized combustion system reduces diesel engine fuel consumption, improves emissions, and effectively controls noise and vibration, meeting modern industrial requirements for green and environmentally friendly equipment. The precise matching of its high-efficiency motor and pump results in extremely low energy transfer losses, effectively reducing operating costs over long-term operation. Maintenance was carefully considered from the outset, with all key components utilizing a modular design for easy and convenient repair and replacement. The intuitive control panel allows for simple operation, allowing users to easily switch between manual and automatic modes. The system also features built-in operation logging and data storage, enabling historical operational status to be reviewed and analyzed, facilitating future maintenance and performance optimization. Whether deployed in high-rise buildings, commercial complexes, industrial plants, or isolated fire stations in remote locations, this type of fire pump unit demonstrates exceptional adaptability and reliability. Its highly integrated design reduces installation space and on-site construction complexity. Upon delivery, the complete unit requires only connection to inlet and outlet piping and a power source, significantly shortening project timelines. The unit’s surface is finished with a high-strength spray coating, offering excellent corrosion and oxidation resistance, ensuring stable appearance and performance even after prolonged outdoor exposure. The unit can also be customized to meet fire standards in various countries and regions, including UL, FM, NFPA, or EN-compliant control systems and accessories, to meet the requirements of international projects. The unit can achieve flow rates of up to several hundred cubic meters per hour and head heights of several hundred meters, fully meeting the fire water supply needs of large complexes, industrial parks, or petrochemical storage tank farms. Parallel operation of multiple pumps allows for even greater flow output, ensuring consistent and stable water pressure for multi-point water supply or firefighting in multi-story buildings. The unit’s reliability is reflected not only in its hardware but also in its operational logic and safety redundancy. The control system features multi-level protection mechanisms, including low oil pressure, high water temperature, overload, undervoltage, and phase sequence error protection. These mechanisms automatically shut down the system and sound an alarm in any abnormal situation, minimizing the spread of faults and damage. The pump body is constructed of high-strength cast iron or stainless steel, with smooth internal flow paths and superior cavitation resistance, making it suitable for long-term, high-pressure operation. Mechanical seals are constructed of high-temperature, wear-resistant materials to prevent leaks and reduce maintenance. To ensure smooth operation, anti-vibration pads or shock absorbers are installed on the unit base, effectively reducing vibration transmission, noise pollution, and extending the equipment’s service life. This highly efficient integrated fire pump unit is more than just a piece of equipment; it is a comprehensive safety system. It integrates advanced mechanical manufacturing processes, electrical automation technology, and fire safety concepts to provide users with an integrated firefighting solution. Whether in standby mode or during emergency startup, the unit demonstrates exceptional reliability and responsiveness, ensuring a stable, high-pressure water flow within seconds in the event of a fire, buying firefighters valuable time for rescue efforts. With the increasing safety standards of modern buildings and industrial facilities, this highly efficient integrated fire pump unit has become a core component of various fire protection systems. Its superior performance, rational structure, intelligent control, and efficient operation fully align with the development trend of future intelligent fire protection systems. Through continuous technical optimization and innovative design, this equipment not only improves the overall performance of fire water supply systems but also sets a new industry benchmark in reliability, energy efficiency, and intelligence, becoming a vital piece of equipment for safeguarding personal and property safety.