

Industrial Deep Well Fire Pump for Continuous Heavy Duty Operation
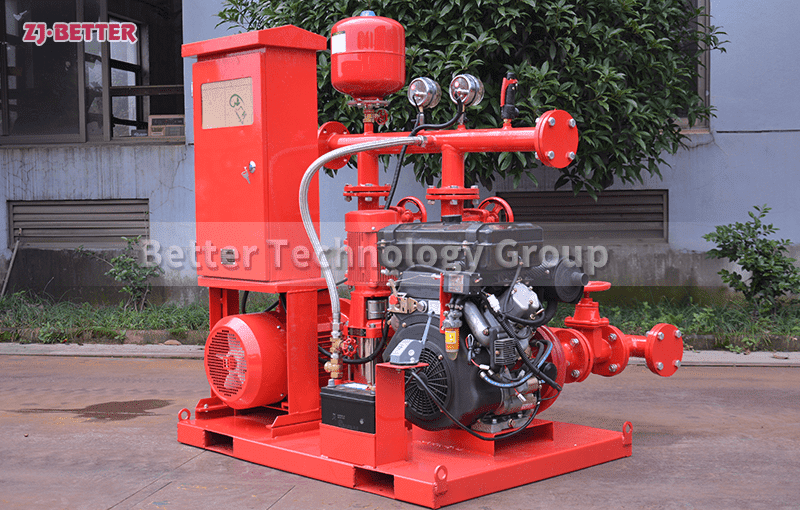
Industrial-grade deep well fire pumps have the advantages of deep water intake, high head, large flow rate, and continuous high-load operation. They are widely used in industrial fire protection and large-scale infrastructure projects, effectively improving the stability of fire water supply and fire extinguishing efficiency.
With the rapid development of modern industrial infrastructure, large manufacturing parks, petrochemical bases, power facilities, ports, mines, and large-scale warehousing and logistics centers, the requirements for stable water supply and continuous high-load operation performance of fire protection systems are constantly increasing. Especially in complex environments with long distances to fire water sources, deep water levels, or high water head, traditional fire water supply equipment often struggles to meet the demands of long-term stable operation. Industrial-grade deep well fire pumps, with their outstanding advantages of high head, large flow rate, deep water intake, and continuous stable operation, are gradually becoming the core water supply equipment in large-scale industrial fire protection systems. Through advanced vertical long-shaft structure design, efficient hydraulic models, and enhanced power systems, these devices can achieve stable and reliable fire water supply in complex environments, providing a high-efficiency and high-reliability solution for modern fire protection engineering. Industrial-grade deep well fire pumps are particularly suitable for water intake scenarios such as rivers, reservoirs, deep wells, underground water tanks, and large water storage facilities, effectively solving problems such as cavitation, limited suction head, and unstable operation that exist in traditional surface fire pumps during deep water intake. Their stable and continuous water supply capability is of paramount importance for the fire safety of large-scale industrial projects. One of the most significant features of industrial-grade deep well fire pumps is their excellent deep-water intake capability. Traditional centrifugal fire pumps are typically limited by their suction head, leading to difficulties in suction, insufficient flow, and even cavitation when the water source is deep. Deep well fire pumps, however, employ a vertical long-shaft structure, with the impeller directly immersed in the water source. Through mechanical power, they directly transport water from deep water to the surface fire protection network, fundamentally solving the suction head limitation problem. The equipment can maintain stable and efficient operation in deep water environments, ensuring a continuous and stable water supply even under significant water level fluctuations. This deep-water intake capability makes them widely used in fire protection projects in large industrial parks, seaside docks, power plants, mining areas, and remote regions, providing a reliable water source for fire protection systems in complex environments. High head and large flow rate performance is another key advantage of industrial-grade deep well fire pumps. Modern large-scale industrial fire protection systems often require the delivery of fire-fighting water to high-rise buildings, long-distance pipe networks, or large factory areas; therefore, the equipment must possess a powerful water delivery capacity. Industrial-grade deep well fire pumps, through optimized impeller structure and flow channel design, achieve high head output while maintaining high efficiency. The multi-stage impeller structure effectively increases water pressure, enabling the equipment to stably deliver large volumes of water to distant areas. For large-scale fire sprinkler systems, foam extinguishing systems, and high-pressure fire hydrant systems, this high head and high flow rate characteristic ensures that the fire extinguishing system quickly establishes effective water pressure, thereby improving fire control efficiency. The ability to operate continuously under high load is a key feature that distinguishes industrial-grade deep well fire pumps from ordinary fire pumps. Firefighting equipment in large industrial projects typically needs to be on standby for extended periods and operate continuously under high load during fires, thus requiring extremely high reliability. Industrial-grade deep well fire pumps utilize high-strength metal structures and wear-resistant components, enabling them to withstand long-term continuous operation. The motor employs a high-performance industrial-grade drive system with excellent heat dissipation and stable output performance, effectively preventing excessive temperature rise during prolonged operation. The bearing system is reinforced to reduce mechanical friction and vibration, ensuring the equipment remains stable even under high-load operating conditions. This continuous and stable operating capability is crucial for the fire safety of large industrial facilities. High-efficiency and energy-saving operation is also a significant advantage of industrial-grade deep well fire pumps. As modern industrial projects increasingly emphasize energy conservation, emission reduction, and operating cost control, the demand for high-efficiency, low-energy-consumption fire-fighting equipment is constantly increasing. Industrial-grade deep well fire pumps employ advanced hydraulic model design, optimizing impeller flow channels and reducing hydraulic losses to improve overall water delivery efficiency. Under the same flow rate and head conditions, the equipment can achieve stable water supply with lower energy consumption, thereby effectively reducing long-term operating costs. Some equipment also supports variable frequency control systems, which can automatically adjust the operating speed according to actual pressure requirements, achieving more precise energy-saving control. This energy-saving design not only improves the equipment’s economics but also aligns with the development trend of modern green industry. Corrosion resistance and environmental adaptability further enhance the application range of industrial-grade deep well fire pumps. Industrial environments typically present complex conditions such as high humidity, corrosive media, salt spray, and dust. Ordinary fire-fighting equipment is prone to corrosion damage and performance degradation in such environments. Industrial-grade deep well fire pumps use corrosion-resistant materials to manufacture key components and undergo anti-corrosion treatment on metal surfaces, effectively improving the equipment’s corrosion resistance. Some units also utilize stainless steel impellers and wear-resistant bushings, adapting to seawater, industrial circulating water, and complex groundwater environments. Regardless of high temperature, high humidity, or cold regions, the equipment maintains stable operation, meeting the fire protection needs of different regions and industries. The application of intelligent automatic control technology makes industrial-grade deep well fire pumps more efficient and reliable. Modern fire protection systems increasingly emphasize automation and intelligent management; therefore, industrial-grade deep well fire pumps are typically equipped with intelligent control cabinets, pressure monitoring systems, and remote control modules, enabling real-time monitoring of equipment operating status and pipeline pressure changes. When the fire protection system pressure drops or a fire alarm occurs, the equipment can automatically start and quickly establish a stable water supply pressure. Once the system returns to normal, the equipment automatically stops operating. The intelligent control system can also record operating data in real time and perform fault diagnosis, automatically alarming and activating protection programs in case of abnormalities, effectively preventing equipment damage. Some systems support networked remote monitoring, enabling data sharing and centralized management with the fire control center, significantly improving the efficiency of fire protection system operation and management. Structural stability and installation flexibility are also important characteristics of industrial-grade deep well fire pumps. The equipment features a vertical structure design, occupying a small area, making it particularly suitable for large industrial projects and pump room environments with limited space. The long shaft structure undergoes precision calibration to ensure stable and balanced operation, effectively reducing vibration and noise. The modular design allows for more flexible installation, with customized configurations to suit different water source depths and project requirements. The equipment undergoes comprehensive testing and commissioning before leaving the factory; upon arrival at the site, only foundation installation and piping connections are needed for rapid deployment, significantly shortening the project construction cycle. Ease of maintenance further enhances the overall value of the industrial-grade deep well fire pump equipment. Although the equipment structure is relatively long, the modular segmented design allows for quick disassembly and replacement of key components, facilitating daily inspection and maintenance. The intelligent monitoring system provides real-time feedback on operating status and fault information, helping maintenance personnel quickly locate problems and reduce downtime. Scientific maintenance management can further extend the equipment’s service life and improve system reliability. Industrial-grade deep well fire pump equipment is widely used in petrochemical, power energy, steel metallurgy, mining engineering, ports and docks, large-scale storage bases, industrial parks, and municipal fire protection projects. In these projects, the equipment provides a stable and reliable water source for sprinkler systems, foam fire extinguishing systems, and high-pressure fire protection networks. Its advantages are particularly evident in long-distance water delivery and deep-water intake environments. With the continuous development of smart fire protection and green industry concepts, industrial-grade deep-well fire pump equipment is also continuously upgrading towards intelligence, high efficiency, and low energy consumption, and will play an even more important role in modern fire water supply systems in the future. Overall, industrial-grade deep-well fire pump equipment, with its multiple advantages such as deep-water intake, high head and large flow rate, continuous high-load operation, high efficiency and energy saving, and intelligent automatic control, provides a stable and reliable water supply guarantee for modern industrial fire protection systems, effectively improving fire extinguishing efficiency and providing solid support for the safe operation of large-scale industrial facilities and infrastructure projects.











-2.jpg)


















