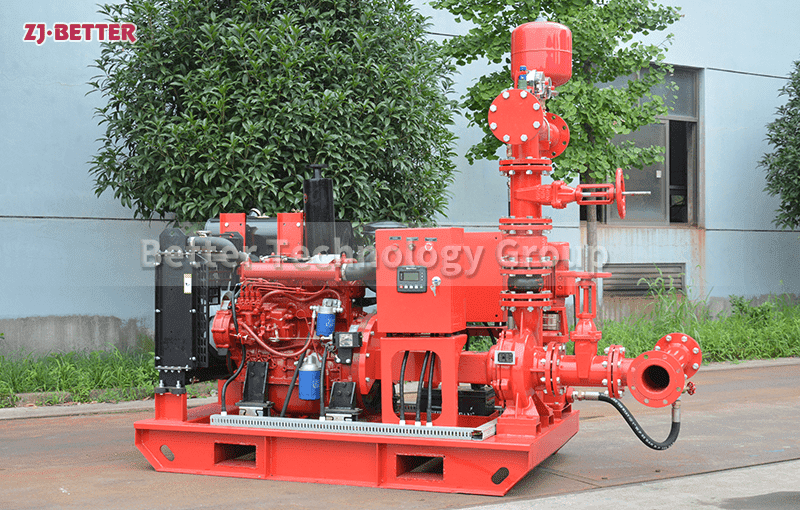
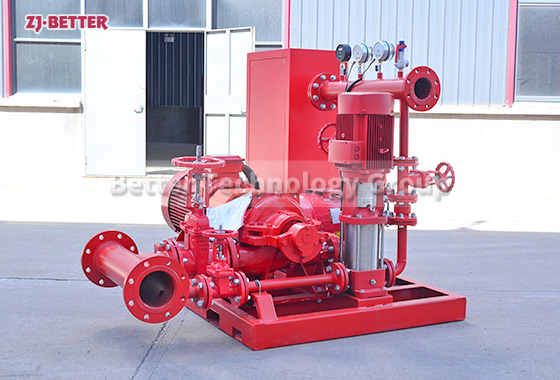
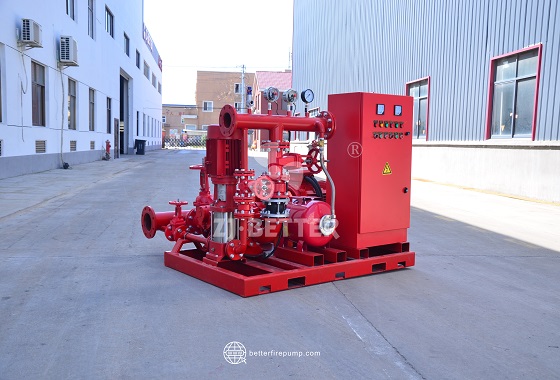
Smart Fire Pressure Storage Tank for Continuous Water Supply Control
Intelligent fire-fighting pressure storage equipment has advantages such as stable pressure supply, automatic pressure stabilization, rapid response and energy-saving operation. It is widely used in sprinkler and fire hydrant systems, effectively improving the stability of fire-fighting water supply and the fire safety guarantee capability of buildings.
With the continuous development of modern fire-fighting water supply systems towards intelligence, efficiency, and stability, fire-fighting equipment not only needs reliable water supply capabilities but also requires precise pressure stabilization, continuous energy storage, and rapid response during system operation. This ensures that the fire-fighting network can establish stable water pressure and continuously provide fire-fighting water in the event of a fire. Especially in large-scale projects such as high-rise buildings, large commercial complexes, industrial parks, warehousing and logistics centers, underground spaces, and public infrastructure, the stability and automation level of fire-fighting systems have become important standards for measuring overall safety levels. Intelligent fire-fighting pressure storage equipment, as a key component of modern fire-fighting water supply systems, effectively solves problems such as large pressure fluctuations, frequent equipment start-ups and shutdowns, slow water supply response, and high energy consumption in traditional fire-fighting systems by integrating multiple functions such as pressure storage, automatic pressure stabilization, intelligent control, and safety protection. It provides a continuous and stable water supply control solution for fire-fighting systems. This type of equipment can maintain stable network pressure in the standby state of the fire-fighting system and quickly and automatically adjust when the system pressure changes, thereby ensuring that fire-fighting equipment is always in optimal working condition and providing reliable support for initial fire-fighting operations. The core function of intelligent fire-fighting pressure storage equipment is to stabilize the pressure of the fire-fighting network. During normal standby, the pressure in fire protection systems gradually decreases due to temperature changes, minor leaks in pipelines, valve pressure fluctuations, and equipment aging. Without pressure-stabilizing energy storage equipment to continuously maintain pressure, the fire protection system may not be able to quickly reach the design pressure requirements during a fire, thus affecting firefighting efficiency. Intelligent fire protection pressure storage equipment combines an internal pressure storage structure with an automatic control system. It automatically releases stored energy and replenishes pressure when the system pressure drops, and automatically stops operating after the pressure recovers, thus maintaining a stable operating state for the fire protection network. This automatic pressure stabilization function effectively avoids frequent starts of the main fire pump, significantly reducing equipment wear and tear and improving the overall reliability of the system. Continuous and stable water supply is one of the key advantages of intelligent fire protection pressure storage equipment. The equipment adopts a high-strength pressure-resistant tank structure and a scientific gas-liquid separation design, effectively storing pressure energy and quickly releasing pressurized water when system demand increases. Through a stable pressure control mechanism, the equipment can maintain a balanced pressure supply under different operating conditions, preventing instability in the operation of sprinkler systems, fire hydrant systems, or foam extinguishing systems due to pressure fluctuations. For large-scale fire protection pipe networks, stable and continuous pressure output ensures sufficient fire-fighting water pressure in all areas, thereby improving the response efficiency and fire-fighting capability of the entire fire protection system. The application of intelligent control technology enables fire-fighting pressure storage equipment to possess more advanced automatic operation capabilities. Modern fire protection engineering increasingly emphasizes intelligent and automated equipment management; therefore, intelligent fire-fighting pressure storage equipment is typically equipped with digital control systems, pressure sensors, and intelligent monitoring modules, which can monitor pipe network pressure changes in real time and automatically adjust equipment operating status. When the pressure is lower than the set value, the system can automatically initiate a pressure replenishment program; when the pressure returns to normal, it automatically stops operating, thus achieving precise pressure supply control. The equipment can also display operating parameters, alarm information, and working status in real time, facilitating timely monitoring of the system by management personnel. Some advanced equipment also supports remote communication and network control functions, allowing access to the fire control center for centralized monitoring and remote management, significantly improving the efficiency of fire protection system operation and management. Energy-saving operation performance is one of the important characteristics of intelligent fire-fighting pressure storage equipment. Traditional fire-fighting pressure stabilization systems often suffer from frequent pump start-stops, long-term no-load operation, and high energy consumption, which not only increases operating costs but also shortens equipment lifespan. Intelligent fire-fighting pressure storage equipment significantly reduces the number of main pump starts through energy storage and pressure stabilization principles, enabling the system to operate stably for extended periods with low energy consumption. The equipment can automatically adjust its operating mode according to actual pressure demands, avoiding unnecessary energy waste. Some units also employ variable frequency control technology to automatically adjust output power based on pressure changes, achieving more precise energy-saving operation. This highly efficient and energy-saving design not only reduces the long-term operating costs of fire-fighting systems but also aligns with the modern trend of green and energy-saving building development. High reliability is a key reason for the widespread application of intelligent fire-fighting pressure storage equipment in the fire protection field. Fire-fighting equipment is mostly on standby, but must be able to be deployed immediately in the event of a fire; therefore, the stability and reliability requirements are extremely high. Intelligent fire-fighting pressure storage equipment uses high-quality steel to manufacture the tank, possessing excellent pressure resistance and corrosion resistance, enabling long-term stable storage of pressure energy. The optimized internal structure effectively prevents gas leakage and water pollution, ensuring long-term stable operation. Key components are made of wear-resistant materials, capable of withstanding long-term, high-frequency operation. Multiple safety protection systems prevent overpressure, overload, and abnormal operating conditions, further enhancing the safety of the equipment. Rapid response capability is also a crucial performance characteristic of intelligent fire-fighting pressure storage equipment. During the operation of fire protection systems, pressure changes are often sudden and instantaneous, especially when sprinkler systems are activated or fire hydrants are opened, causing a rapid drop in pipeline pressure. Intelligent fire-fighting pressure storage equipment can sense pressure changes in a very short time and react quickly, rapidly restoring pressure balance by releasing stored water, thus ensuring the continuous and stable operation of the fire-fighting system. This rapid response capability is particularly critical for initial fire control, effectively preventing fire-fighting failure due to insufficient pressure. Compact structure and installation flexibility are also significant advantages of intelligent fire-fighting pressure storage equipment. Modern building equipment rooms have limited space, requiring efficient deployment of fire-fighting equipment within a limited area. Intelligent fire-fighting pressure storage equipment adopts a modular design concept, integrating the pressure tank, control system, and connecting components into a single unit, effectively reducing the equipment’s footprint and improving installation efficiency. The equipment can be customized to meet various building structures and pipeline layout requirements. Overall commissioning is completed before leaving the factory, and upon arrival at the site, only connecting the pipelines and power supply is needed for rapid deployment, significantly shortening the construction cycle and reducing installation difficulty. The ease of maintenance further enhances the value of intelligent fire-fighting pressure storage equipment. The equipment’s rational structural layout and easy-to-inspect and replace key components make daily maintenance simpler and more efficient. The intelligent monitoring system records operational data in real time and automatically alarms in case of anomalies, providing maintenance personnel with accurate fault information, thereby improving maintenance efficiency and reducing downtime. Through scientific maintenance management, the equipment’s service life can be further extended, ensuring long-term stable system operation. Intelligent fire-fighting pressure storage equipment has a wide range of applications, including fire protection systems in high-rise residential buildings, commercial complexes, industrial plants, hospitals, schools, airports, subway stations, warehousing and logistics centers, and large public buildings. In these scenarios, the equipment effectively improves the pressure stabilization capacity and water supply response speed of fire-fighting networks, providing reliable support for sprinkler systems, fire hydrant systems, and foam extinguishing systems. Its advantages in stable pressure supply and intelligent control are even more pronounced in large and complex pipeline projects. With the continuous development of smart fire protection concepts, intelligent fire-fighting pressure storage equipment is gradually integrating the Internet of Things, big data analysis, and remote diagnostic technologies to achieve more intelligent and digital operation management. In the future, this type of equipment will play an even more important role in modern fire protection engineering, providing a more efficient and reliable water supply guarantee for building fire safety. Overall, intelligent fire-fighting pressure storage equipment, with its multiple advantages such as continuous and stable pressure supply, intelligent automatic control, rapid pressure response, high-efficiency energy-saving operation, and highly reliable structural design, effectively realizes a continuous and stable water supply control scheme for fire protection systems. This not only improves the overall performance of fire-fighting water supply systems but also provides a more solid and reliable guarantee for modern building fire safety systems.