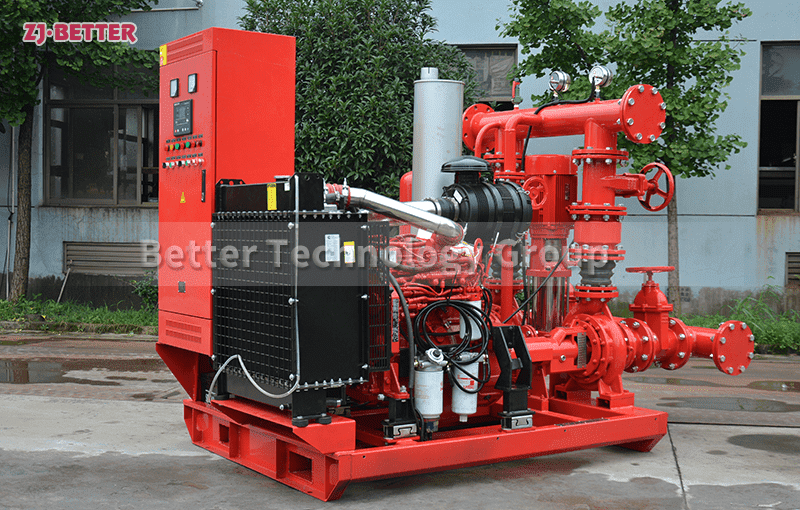
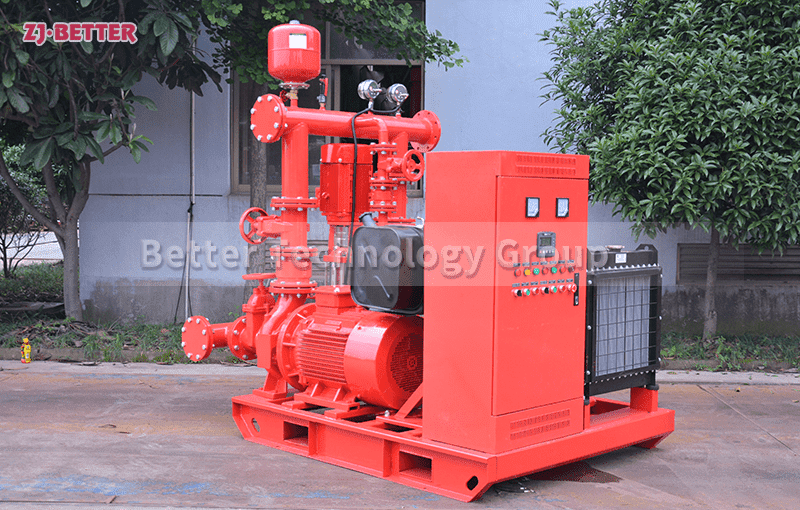
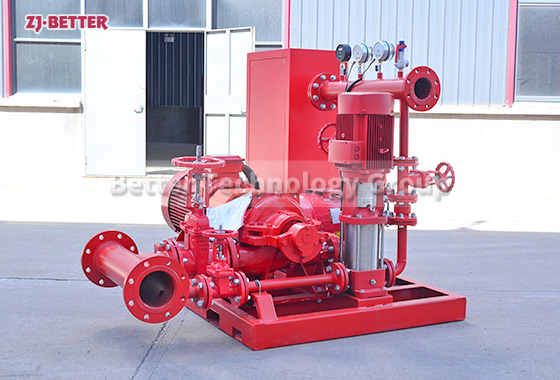
Compact Integrated Fire Pump Unit for Space Saving Installations
Small integrated fire pump units have advantages such as compact structure, high-efficiency water supply, intelligent control and energy-saving operation, and are widely used in high-rise buildings, underground pump rooms and modern fire protection engineering systems.
As modern building structures continue to evolve towards higher density, intelligence, and integration, fire protection systems face increasingly higher demands on equipment layout, installation space, and operational efficiency. Especially in scenarios such as underground pump rooms, commercial complexes, high-rise buildings, data centers, warehousing and logistics centers, and small and medium-sized industrial plants, traditional large-scale fire water supply equipment, due to its large footprint, complex installation, and inconvenient maintenance, can no longer meet the demands of modern fire protection engineering for space optimization and efficient operation. Against this backdrop, small integrated fire pump units, with their advantages of compact structure, integrated design, high-efficiency water supply, and intelligent automatic control, are gradually becoming important equipment in modern fire protection engineering. This type of equipment not only effectively saves installation space but also improves the overall operational stability of the fire protection system and the efficiency of engineering construction, providing a more efficient and reliable solution for fire safety in modern buildings. The biggest feature of small integrated fire pump units lies in their highly integrated design. The equipment integrates the fire pump, motor, control cabinet, pressure stabilization system, piping components, and valve system onto a unified base, achieving a truly integrated structural layout. Compared to traditional split-type fire protection equipment, it effectively reduces on-site installation workload and piping complexity, thereby improving construction efficiency and reducing installation costs. The equipment undergoes overall commissioning and performance testing before leaving the factory, so users only need to complete basic connections on-site to put it into operation, significantly shortening the project construction cycle. This integrated design is particularly suitable for underground spaces, commercial building equipment floors, and space-constrained fire pump room environments. The compact structural design further optimizes the layout of fire protection equipment in limited spaces. Modern buildings face increasingly limited internal equipment space, especially in underground machine rooms, underground parking garages, and equipment areas of commercial complexes in high-rise buildings. Traditional large fire protection equipment often requires a large amount of installation space, while small integrated fire pump units, through a three-dimensional structural layout and optimized internal component arrangement, significantly reduce the footprint while ensuring high-performance operation. The equipment can be flexibly installed in confined spaces and facilitates later maintenance and repair. This high space utilization design not only reduces the overall equipment space requirements of the building but also reserves more installation space for other system equipment, improving the overall building utilization efficiency. High-efficiency water supply performance is a key advantage of small integrated fire pump units. Although the overall structure of the equipment is more compact, it still employs advanced centrifugal pump technology and a high-efficiency hydraulic model design. By optimizing the impeller structure and flow channel layout, it improves water delivery efficiency and reduces energy loss. The equipment can quickly establish stable fire-fighting pressure and continuously provide a stable water source to sprinkler systems, fire hydrant systems, and fire monitor systems. Even in long-distance water delivery or high-rise building fire water supply environments, it can maintain stable pressure output. This high-efficiency water supply performance can effectively improve the efficiency of initial fire suppression and provide reliable water supply for modern fire protection systems. Intelligent automatic control systems are an important direction in the development of modern fire protection equipment, and small integrated fire pump units also possess advanced intelligent operation capabilities. The equipment is equipped with an intelligent control cabinet and an automatic monitoring system, which can monitor the pressure, flow rate, motor operating status, and equipment operating parameters of the fire pipeline network in real time. When the system pressure drops or the fire alarm system issues a start signal, the equipment can automatically and quickly start and enter the water supply state, completing the stable water supply task without manual intervention. The system also has automatic inspection, fault alarm, and data logging functions, which can promptly detect equipment abnormalities and provide early warning, thereby improving the overall safety and reliability of the fire protection system. Some high-end units also support remote network monitoring and mobile terminal management, allowing users to check equipment operating status and remotely control it at any time, significantly improving the management efficiency of modern smart fire protection systems. To adapt to long-term operation in complex building environments, the small integrated fire pump unit adopts an industrial-grade high-reliability structural design. Core components, including the pump body, motor, pump shaft, and mechanical seal, are all made of high-strength, wear-resistant materials and have undergone rigorous durability testing, ensuring stable operation under high load conditions for extended periods. Key components also possess high-temperature resistance, corrosion resistance, and wear resistance, maintaining stable operation even in high-humidity, high-temperature, and complex industrial environments. This high-reliability design not only effectively extends equipment lifespan but also reduces maintenance frequency and operating costs. Energy efficiency and environmental friendliness are also key advantages of the small integrated fire pump unit. The equipment uses a high-efficiency energy-saving motor and intelligent frequency conversion control technology, automatically adjusting operating power according to the actual load of the fire protection system for more precise energy utilization. When the system is operating under low load, the equipment automatically reduces energy consumption, thereby reducing electricity waste and lowering long-term operating costs. Compared to traditional constant-speed operating equipment, it significantly improves energy efficiency, better meeting the requirements of modern green building and energy-saving and environmental protection projects. Simultaneously, the low-energy operation mode reduces heat generation and improves overall operational stability. The low-vibration and low-noise design further enhances user comfort and environmental adaptability. Traditional fire-fighting equipment is prone to significant mechanical vibration and noise during operation, affecting the surrounding environment and potentially causing long-term impacts on building structures and piping systems. The small integrated fire pump unit employs a vibration-damping base, flexible coupling, and optimized dynamic balance structure design, effectively reducing vibration and noise during operation. The equipment operates more smoothly, reducing mechanical fatigue wear and improving overall system stability. This low-noise operation characteristic is particularly suitable for locations with high environmental comfort requirements, such as hospitals, schools, commercial complexes, and residential buildings. Rapid installation and convenient maintenance are also key reasons for the widespread application of small integrated fire pump units. Due to the modular and integrated design, on-site installation is simpler and more efficient, effectively reducing construction time and labor costs. Meanwhile, the equipment boasts a rational internal structure layout with sufficient maintenance space between functional components, enabling maintenance personnel to quickly complete equipment inspection, maintenance, and troubleshooting, thereby reducing downtime and improving the operational efficiency of the fire protection system. For fire protection projects requiring long-term continuous operation, this convenient maintenance capability effectively reduces subsequent operation and maintenance costs. The small integrated fire pump unit also possesses excellent system compatibility. The equipment can flexibly connect to various fire protection systems such as sprinkler systems, fire hydrant systems, foam extinguishing systems, and smart fire management platforms, and can be customized according to different project needs. Whether it’s a high-rise building fire protection project, an underground space fire protection system, or an industrial plant fire protection project, the equipment can be rationally selected and its parameters optimized according to actual working conditions, thus meeting the fire water supply needs of different scenarios. This flexible compatibility helps users complete the overall construction of the fire protection system more efficiently. With the continuous development of smart city and intelligent building technologies, the small integrated fire pump unit will further integrate with the Internet of Things, big data, and intelligent remote monitoring technologies in the future to achieve a more intelligent and digital fire management model. Through real-time data analysis and remote fault diagnosis, the equipment can detect potential problems in advance and provide early warning, thereby further improving the safety and operational efficiency of the fire protection system. In the future, this type of equipment will play an increasingly important role in modern building fire protection engineering, providing more efficient, safe, and intelligent fire water supply solutions for various commercial buildings, industrial facilities, and public places. Overall, small integrated fire pump units, with their compact structure, high-efficiency water supply performance, intelligent automatic control, and energy-saving and environmentally friendly operation, have become a crucial core device in modern fire protection engineering. They not only effectively optimize the layout of fire protection equipment in limited spaces but also improve the overall operational stability of the fire protection system and the efficiency of engineering construction. With the continuous expansion of modern building scale and the ongoing improvement of fire safety standards, small integrated fire pump units will have a broader development prospect in the future fire protection market, providing a more stable and reliable water supply guarantee for modern fire protection systems.