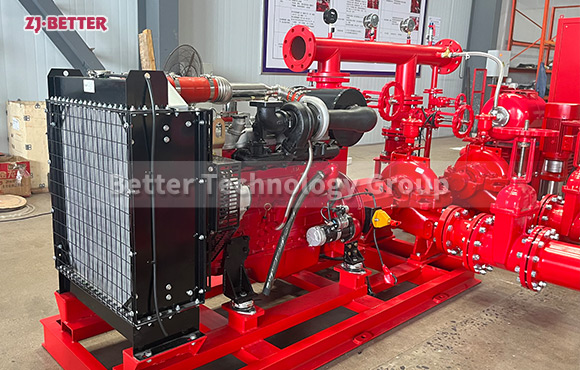
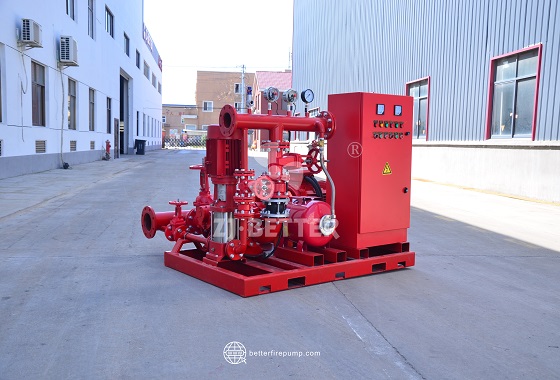
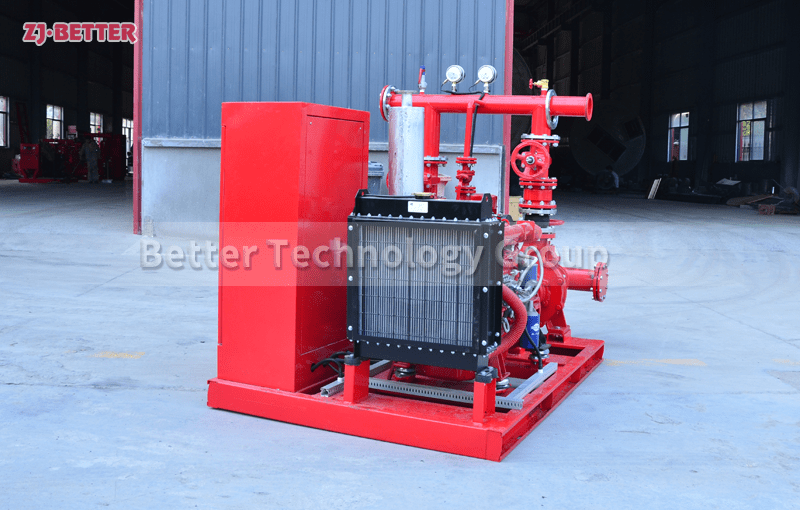
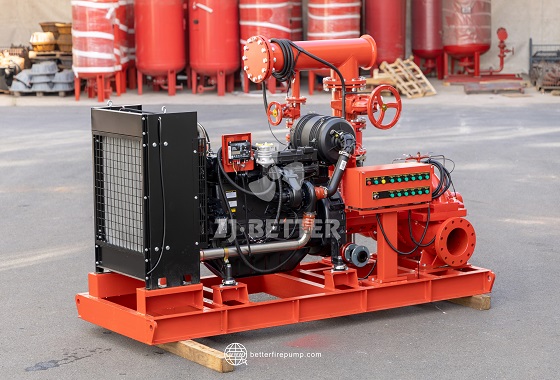
Durable End Suction Fire Pump for Harsh Environments
Durable end suction fire pump designed for reliable performance in harsh environments, featuring stable flow, high efficiency and easy maintenance. Ideal for fire protection systems in buildings, industrial facilities and high demand water supply applications.
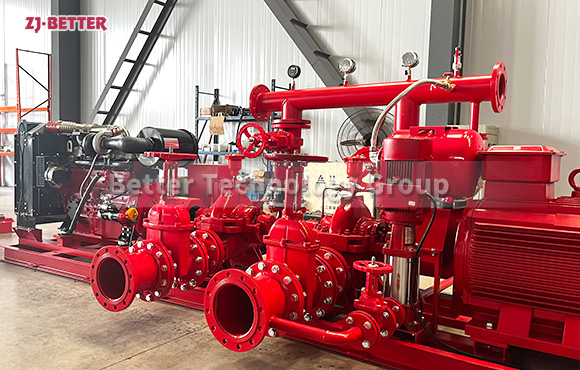
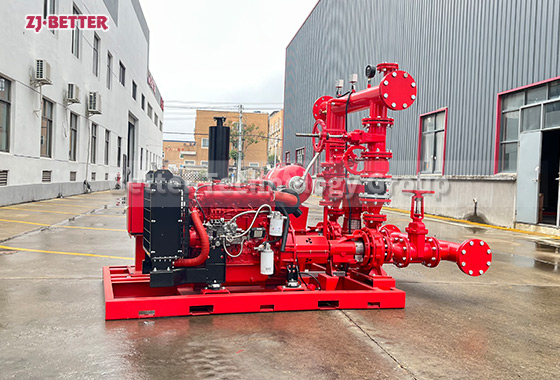
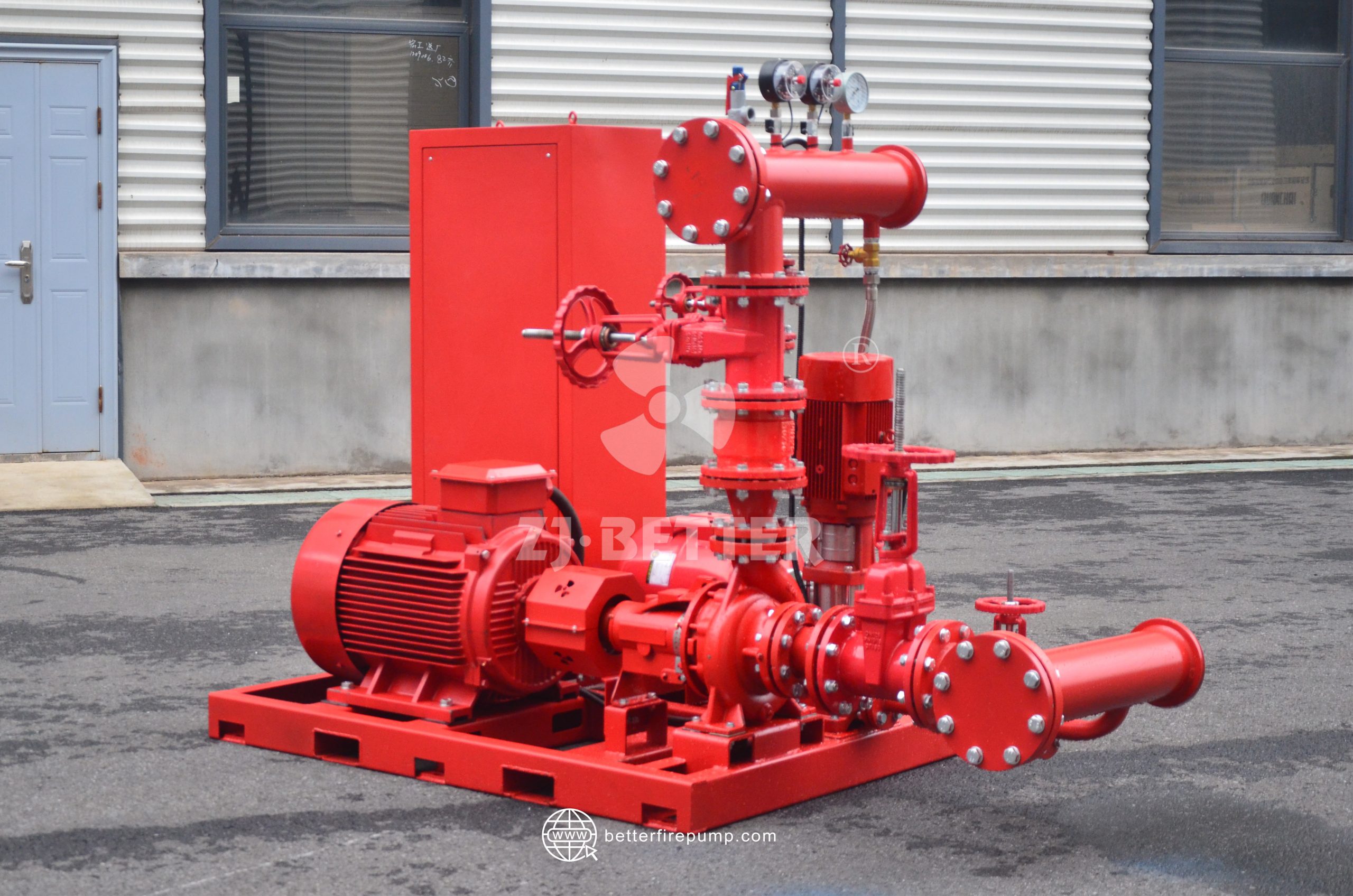
Durable end-suction fire pumps are suitable for various complex working conditions and are a core type of equipment widely used in modern fire water supply systems. Characterized by their compact structure, stable performance, reliable operation, and strong adaptability, they play a crucial role in building fire protection, industrial facilities, warehousing and logistics, and municipal fire protection projects. These pumps typically employ a horizontal end-suction design, allowing water to enter from one end of the pump body, be pressurized by the impeller, and exit from the other end. The rational and smooth flow channel design effectively reduces hydraulic losses and improves overall efficiency. This structural form also facilitates installation and maintenance, offering significant advantages in scenarios with limited space or requiring rapid deployment. From a performance perspective, the advantages of durable end-suction fire pumps lie in their design. From the outset, they fully consider the high reliability and rapid response requirements of fire protection systems. By optimizing the impeller geometry and pump casing flow channels, the equipment can provide stable flow and head output under rated operating conditions and maintain good operating performance even under load fluctuations. This ensures rapid startup and a continuous supply of sufficient water in the event of a fire. Regarding material selection, the pump body is typically made of high-strength cast iron or ductile iron, possessing excellent pressure resistance and impact resistance. Key flow components such as the impeller can be made of stainless steel depending on actual needs. The materials used are designed to enhance corrosion resistance and extend service life, ensuring long-term stable operation, especially in environments with poor water quality or corrosive components. Regarding the sealing system, durable end-suction fire pumps often employ high-performance mechanical seals, offering excellent sealing performance and wear resistance. This effectively prevents media leakage and reduces maintenance frequency. Combined with precision-machined shaft and bearing systems, the equipment maintains stability during high-speed operation, reducing vibration and noise and improving overall operational quality. In terms of motor configuration, they are typically equipped with high-efficiency, energy-saving motors with good overload capacity and starting performance. They can quickly reach rated speed in emergencies, providing immediate water supply support to the fire protection system. The motors also have high protection levels, adapting to various environmental conditions, including humid, high-temperature, and dusty industrial environments. For the control system, these fire pumps can be used with automatic control cabinets to achieve automatic start/stop, pressure linkage, and remote monitoring functions. Pressure sensors monitor the pipeline status in real time. When the pressure drops to a set value, the system automatically starts the pump unit to replenish pressure and automatically stops after the pressure recovers, thus avoiding unnecessary energy consumption and equipment wear. The system can also be equipped with various protection mechanisms, such as overload protection and pressure loss protection. Features such as phase protection, overheat protection, and low water level protection ensure timely response and protective measures in case of abnormalities, guaranteeing equipment and system safety. In terms of energy efficiency, the durable end-suction fire pump achieves a high energy efficiency ratio through a high-efficiency hydraulic model and appropriately matched motor power, significantly reducing energy consumption during long-term operation. When combined with variable frequency control technology, operating parameters can be dynamically adjusted according to actual water demand, achieving more precise and energy-efficient water supply control. This is particularly important for systems requiring long-term maintenance of pipeline pressure. In practical applications, this type of fire pump can adapt to various complex operating conditions, such as… This equipment provides reliable support for water supply needs that require high head in high-rise buildings, stability requirements for long-term continuous operation in industrial plants, and the responsiveness to large-flow, rapid water supply in warehousing and logistics centers. Its structural design facilitates integration with other fire-fighting equipment, allowing it to be used as a main fire pump or booster pump, forming a complete fire-fighting water supply solution with pressure stabilization systems, fire water tanks, and piping networks. In terms of installation, its standardized interface design and compact layout simplify on-site construction, effectively shortening the installation cycle and reducing construction costs. For maintenance, the equipment has a clear structure, and the disassembly and assembly of each component are straightforward. Convenient and easy to maintain, routinely inspect and replace parts, reducing maintenance difficulty and operating costs. Furthermore, this type of pump offers excellent scalability, allowing for parameter adjustments and system configuration optimization to meet diverse project needs. For example, different flow rates and head specifications can be selected based on building size, or special designs such as corrosion resistance and explosion-proof features can be added to suit various application environments. From a long-term perspective, durable end-suction fire pumps, with their stable and reliable performance and excellent durability, effectively reduce failure rates and extend equipment lifespan, resulting in a higher return on investment for users. In fire protection systems, equipment reliability directly impacts safety during critical moments. These fire pumps, through high-standard design and rigorous manufacturing processes, ensure rapid response and continuous stable water supply in emergencies, providing a solid foundation for firefighting operations. In summary, durable end-suction fire pumps not only possess superior hydraulic performance and structural advantages but also excel in energy saving, intelligent control, installation and maintenance, and adaptability. They are an indispensable piece of equipment in modern fire water supply systems. With continuous technological advancements, they will continue to develop towards intelligence and efficiency, providing safer and more reliable water supply for various fire protection projects.