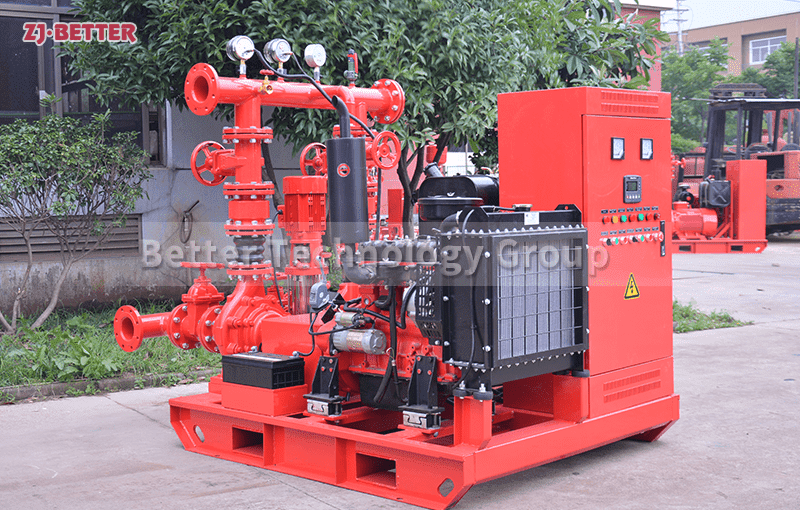
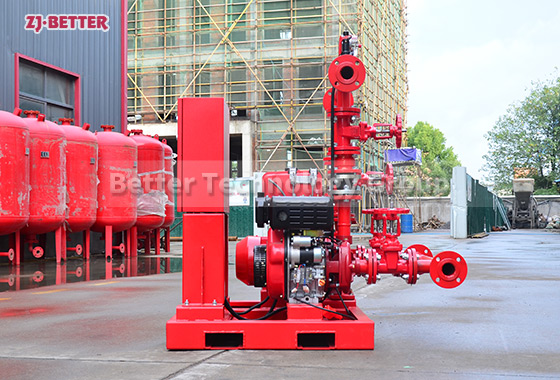
Heavy Duty Fire Pump Unit for Long Term Continuous Operation
Industrial heavy-duty fire pump units have the advantages of high-intensity continuous operation, large-flow and high-pressure water supply and intelligent control, and are suitable for petrochemical, industrial parks and large-scale fire protection projects.
Industrial heavy-duty fire pump units, adapted for long-term, high-intensity continuous operation, are an indispensable piece of equipment in modern large-scale fire water supply systems. Through the deep integration of high-performance diesel power, high-efficiency fire pump structure, and intelligent control technology, they provide stable and reliable fire water supply for industrial plants, petrochemical facilities, large warehousing and logistics centers, high-rise buildings, and municipal fire protection projects. In modern fire protection engineering, equipment not only needs strong water supply capacity but also must maintain continuous and stable operation under complex environments and long-term high-load conditions. Industrial heavy-duty fire pump units are specifically designed and developed to meet these high standards. Through reinforced structure, high-efficiency power, and intelligent operation modes, they achieve comprehensive improvements in water supply performance, durability, and safety. Structurally, the equipment adopts a modular integrated design, integrating the diesel engine, fire pump, cooling system, fuel system, control cabinet, and piping components onto a high-strength steel base. This makes the overall layout more compact and rational, facilitating transportation and on-site installation while effectively improving operational stability and structural strength, ensuring long-term reliable operation even in complex industrial environments. One of the unit’s greatest advantages lies in its powerful heavy-load operation capability. The equipment uses an industrial-grade diesel engine as its core power source. This engine has been specially tuned and optimized to maintain stable output under prolonged high-load operation. Even during continuous firefighting operations, it maintains stable speed and power performance, providing a continuous and reliable driving force for the fire pump. This highly stable power system is particularly suitable for large-scale industrial firefighting scenarios requiring long-term continuous water supply. In terms of water supply performance, the unit adopts a high-efficiency centrifugal fire pump structure. Through optimized impeller design, pump casing flow channels, and a hydraulic balance system, the water flow inside the pump body remains efficient and stable, reducing energy loss and improving water supply efficiency. The equipment not only achieves high flow rate output but also has a high head capacity, meeting the stringent requirements of high-pressure water supply for large buildings, high-rise facilities, and long-distance water transmission projects. Regarding continuous operational stability, key components are made of high-strength, wear-resistant materials, including a reinforced pump shaft, high-temperature bearings, corrosion-resistant impellers, and a high-performance mechanical seal system. This ensures the equipment remains stable during long-term operation, effectively reducing wear and failure rates, thereby extending its overall service life. Meanwhile, the equipment is equipped with a high-efficiency cooling system and an air filtration system, ensuring that the diesel engine maintains good heat dissipation and stable operation even in high-temperature, dusty, or complex environments. This is particularly important for special working conditions such as mines, ports, petrochemical plants, and field engineering projects. In terms of intelligent control, this heavy-duty industrial fire pump unit adopts an advanced automatic control system, enabling automatic start-up, automatic shutdown, pressure monitoring, operating status display, and fault alarms. When the fire protection system pressure drops or a fire signal is received, the unit can quickly and automatically start and immediately begin operation, significantly improving fire response efficiency. The control system can also monitor key parameters such as engine oil pressure, water temperature, battery status, speed, and fire pipeline pressure in real time. In case of abnormalities, it can automatically alarm and activate protection procedures, effectively preventing equipment damage and improving overall operational safety. Regarding vibration reduction and low-noise design, the equipment uses a reinforced vibration-damping base and a flexible coupling structure, effectively reducing mechanical vibration and noise during operation. This not only improves the stability of equipment operation but also reduces damage to mechanical components caused by long-term high-frequency vibration, thereby further improving equipment reliability and service life. In terms of energy saving and economy, although the equipment is primarily designed for heavy-duty conditions, by optimizing diesel combustion efficiency and fire pump hydraulic efficiency, it maintains low fuel consumption while providing powerful water supply capacity. Compared to traditional equipment, this effectively reduces long-term operating costs. Furthermore, the longer maintenance cycle and lower failure rate further reduce subsequent maintenance costs. Regarding installation and maintenance, the unit adopts standardized interfaces and modular component design, making on-site installation faster and more convenient. The rational layout of functional components allows maintenance personnel to easily perform daily inspections, lubrication, and maintenance, thereby reducing downtime and improving equipment management efficiency. In terms of application areas, this industrial heavy-duty fire pump unit is widely applicable to scenarios with extremely high fire water supply requirements, such as petrochemical, power energy, steel smelting, large warehouses, high-rise buildings, municipal fire protection, and port terminals. In these environments, the equipment not only needs to have instantaneous high flow output capacity but also needs to operate stably and continuously during long-term firefighting operations. This unit, with its powerful performance, efficient water supply, and excellent durability, provides reliable support for various complex fire protection projects. From the development trend of modern fire protection systems, fire water supply equipment is constantly developing towards high reliability, intelligence and long service life. Industrial heavy-duty fire pump units, through the comprehensive application of advanced power technology, efficient hydraulic design and intelligent automated control system, have achieved a comprehensive balance of stability, water supply capacity and operating economy. They can not only meet the high standards of modern industrial fire protection, but also continue to play an important role in the construction of large-scale fire protection projects in the future, providing safe, efficient and long-lasting stable fire water supply solutions for various complex environments.