Next-Generation Diesel Split Case Fire Pump Systems Meet Global Fire Protection Engineering Needs
New Generation Diesel Split Case Fire Pump Systems deliver high-flow water supply, stable pressure performance, independent diesel-powered operation, rapid emergency start-up, continuous-duty reliability, and intelligent control capabilities for industrial facilities, airports, power plants, warehouses, commercial buildings, infrastructure projects, and large-scale fire protection engineering applications worldwide.
With the accelerating pace of global industrialization and the continuous expansion of urban infrastructure construction, various large-scale buildings, industrial parks, petrochemical projects, power energy facilities, airports, ports, logistics and warehousing centers, and municipal public facilities are placing higher demands on fire safety. As the core equipment of fire-fighting water supply systems, fire pumps bear the crucial responsibility of rapidly establishing a stable water supply capacity in the event of a fire. Among numerous fire pump products, the new generation of diesel split-type fire pump systems, with their superior water supply performance, independent power advantages, stable and reliable operation, and wide applicability, are gradually becoming an important choice in the global fire protection engineering field. Especially in projects requiring high flow rates, high head, continuous operation, and emergency backup water supply, diesel split-type fire pump systems demonstrate extremely high application value, providing a safer, more efficient, and reliable solution for modern fire protection engineering construction.
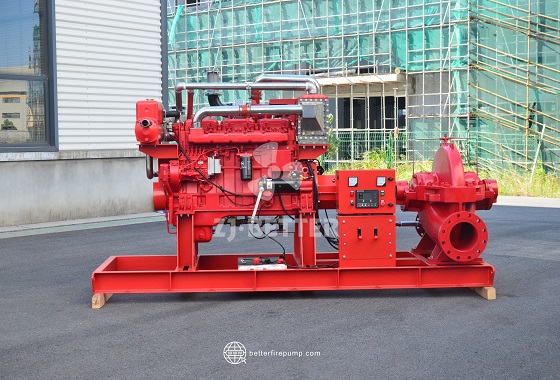
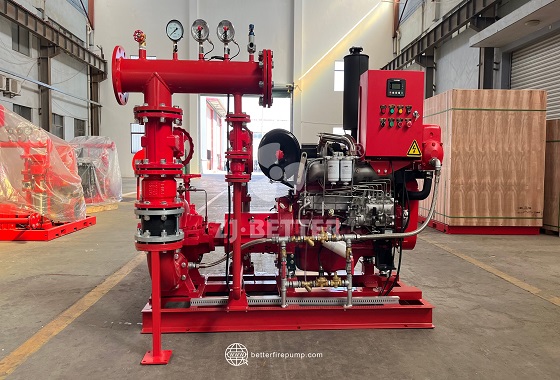
A diesel split-type fire pump system typically consists of an industrial-grade diesel engine, a double-suction split-case centrifugal fire pump, an intelligent control cabinet, a fuel system, a cooling system, a coupling assembly, and a common base. The overall system adopts a modular integrated design, scientifically matching the power system and the hydraulic system to achieve high-efficiency output and long-term stable operation. Compared to ordinary single-suction fire pumps, the split-type double-suction structure boasts greater flow output capacity and higher operating efficiency, meeting the demands of large-scale fire water supply systems for continuous high-flow-rate water supply. Therefore, it is widely used in international fire protection engineering projects and high-standard fire protection system construction.
One of the biggest advantages of the new generation of diesel split-type fire pump systems lies in their powerful independent power capability. While traditional electric fire pumps have lower operating costs, they may fail to function properly when a fire causes a power outage or power supply system failure. Diesel power systems, however, do not rely on an external power grid and can quickly start and operate in emergencies, providing a continuous and stable water supply for the fire protection system. Especially in large industrial facilities, petrochemical projects, power stations, and infrastructure construction in remote areas, diesel fire pumps often serve as critical backup fire protection equipment, highlighting their crucial importance.
The double-suction split-case pump body structure is one of the core technological advantages of this product. The double-suction impeller design allows liquid to enter simultaneously from both sides of the impeller, significantly improving water intake capacity and flow output efficiency, effectively reducing axial force, and enhancing equipment operational stability. Compared to traditional single-suction centrifugal pumps, dual-suction structures offer greater flow rates and higher efficiency under the same operating conditions, thereby reducing energy consumption and improving overall system performance. For large fire-fighting networks and high-demand water supply systems, this design ensures rapid establishment and sustained stability of fire-fighting water supply during critical moments.
High-flow-rate water supply capacity is a key reason for the widespread acceptance of the new generation of diesel-powered split-type fire pump systems. Modern large building complexes, airport terminals, logistics and warehousing centers, and industrial parks typically need to cover vast areas. In the event of a fire, fire-fighting systems need to simultaneously deliver large amounts of fire-fighting water to multiple areas. Split-type fire pumps, with their optimized flow channel design and efficient impeller structure, can provide stable, high-flow-rate output, meeting the water supply requirements of fire-fighting projects of varying scales. Whether it’s automatic sprinkler systems, indoor and outdoor fire hydrant systems, or fire monitor systems, they can all obtain sufficient water supply support, thereby improving overall fire-fighting efficiency.
Stable pressure output capacity is also an important indicator for evaluating the performance of fire pump systems. In complex fire-fighting network environments, long water supply distances, high pipeline resistance, and the simultaneous operation of multiple terminals place higher demands on the equipment. The new generation of diesel split-type fire pump systems achieves stable and continuous pressure output through advanced hydraulic design and power matching technology. Even under long-distance water delivery and high-load operation conditions, the equipment maintains excellent performance, ensuring sufficient pressure at the fire terminal and guaranteeing optimal fire suppression system effectiveness.
Rapid start-up performance is crucial for fire-fighting equipment. The initial stage of a fire is often critical for controlling its spread; therefore, fire water supply systems must be operational in the shortest possible time. Diesel split-type fire pump systems are equipped with automatic control modules and high-performance start-up systems, automatically completing the start-up process and rapidly establishing water pressure upon triggering a fire signal. The entire process requires no complex manual operation, significantly reducing response time and improving the emergency response capabilities of the fire system.
Advanced intelligent control systems are a key upgrade direction for the new generation of products. Modern fire pump systems are no longer simply water supply devices but intelligent platforms integrating monitoring, control, diagnostics, and management. The system can monitor key data such as engine speed, pump pressure, flow parameters, fuel level, oil pressure, and coolant temperature in real time, and display the operating status intuitively through a digital interface. When an anomaly is detected, the system can automatically issue alarm messages and take protective measures to prevent equipment damage and ensure operational safety. Some high-end configurations also support remote monitoring and network communication functions, helping managers achieve centralized management and remote maintenance.
Continuous operation capability is one of the key advantages of diesel split-type fire pump systems. Large-scale fires often require a continuous water supply for extended periods, necessitating equipment with long-term stable operation capabilities. Industrial-grade diesel engines, combined with efficient cooling and optimized lubrication systems, can operate continuously for hours or even longer under high load conditions. A large-capacity fuel tank further extends the equipment’s operating time, providing reliable power for large-scale firefighting operations.
High reliability is one of the most important factors in fire equipment procurement. Since fire pumps are normally in standby mode but must ensure successful startup on the first attempt in emergencies, product reliability directly impacts fire safety levels. The new generation of diesel split-type fire pump systems utilizes a mature and stable power platform and high-quality core components. Key components undergo rigorous testing and durability verification, enabling them to withstand high and low temperatures, high humidity, dusty environments, and complex industrial conditions. The equipment undergoes comprehensive performance testing and operational verification before leaving the factory to ensure it can meet the demands of various harsh operating conditions.
Maintenance convenience is also a crucial aspect of modern fire protection equipment design. The split-type structure allows for a more rational internal layout, and the split pump body design facilitates quick access to the impeller and internal components for maintenance personnel, shortening maintenance time and reducing maintenance costs. Modular design allows for independent maintenance and replacement of the engine, control system, and auxiliary equipment, improving maintainability. For large industrial projects and long-term operational facilities, this design effectively reduces total life-cycle operating costs.
Energy-saving and high-efficiency characteristics further enhance the product’s market competitiveness. Through optimized impeller design, hydraulic flow channel structure, and power matching scheme, the new generation of diesel split-type fire pump systems achieves higher operating efficiency while ensuring high flow output. Higher efficiency not only reduces fuel consumption but also lowers equipment operating temperature and mechanical wear, thereby extending equipment life and reducing operating costs.
In terms of application areas, this product is widely used in various fire protection engineering projects worldwide. In the petrochemical industry, the equipment meets the demand for highly reliable fire-fighting water supply in flammable and explosive environments; in power energy projects, it serves as a critical backup fire-fighting power system; in large-scale warehousing and logistics centers and industrial parks, it provides stable water supply for large-area fire-fighting pipe networks; in airport, port, and transportation infrastructure projects, the equipment meets high-standard fire protection regulations; and in high-rise buildings and commercial complexes, it serves as core fire-fighting water supply equipment to ensure the safety of personnel and property.
With the continuous improvement of global fire protection standards and the promotion and application of smart fire protection concepts, the new generation of diesel split-type fire pump systems is constantly being upgraded. Future products will further integrate IoT technology, remote monitoring platforms, big data analysis, and intelligent operation and maintenance systems to achieve equipment status prediction, fault early warning, and remote management functions. Through the deep integration of digital technology and high-performance fire-fighting equipment, fire protection systems will become more intelligent, efficient, and reliable.
Overall, the new generation of diesel split-type fire pump systems, with their independent power drive, large flow water supply capacity, high-efficiency dual-suction structure, stable pressure output, rapid start-up performance, continuous operation capability, intelligent control functions, and excellent reliability, has become an important piece of equipment in modern fire protection engineering construction. Whether in large-scale industrial projects, critical infrastructure construction, or international fire protection engineering, this equipment provides efficient and stable fire water supply. With the continuous increase in global fire safety demands and technological advancements, the new generation of diesel-powered split-type fire pump systems will play an even more important role in the future fire protection engineering market, providing solid support for building a safer and more reliable fire protection system.



















.jpg)