
High-Pressure Horizontal Multistage Fire Pumps for Long-Distance Emergency Water Supply
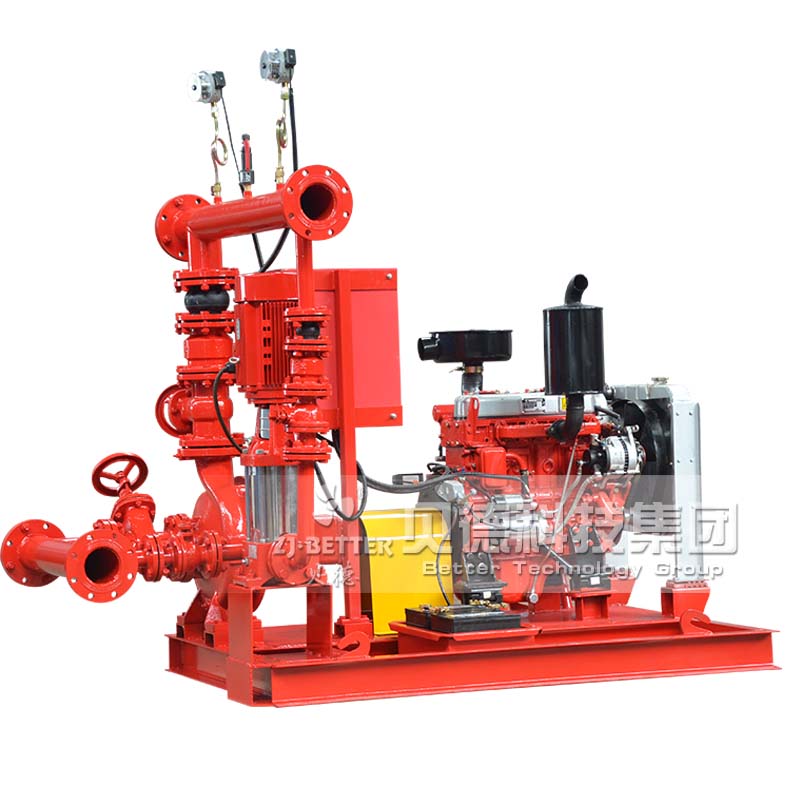
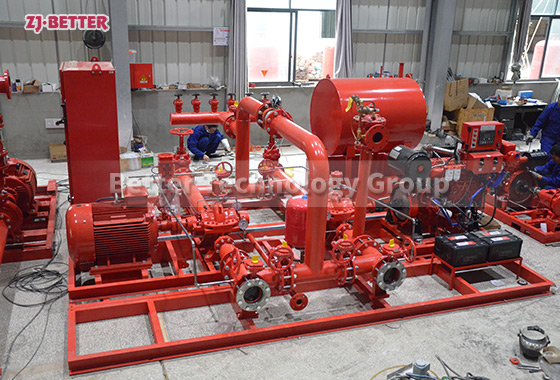
The high-pressure horizontal multistage fire pump for long-distance emergency water supply adopts diesel engine drive and multistage centrifugal pressurization technology. It has the advantages of high head, large flow, long-distance water delivery, automatic control and continuous operation. It is widely used in high-rise buildings, petrochemicals, power projects, ports and docks, large industrial parks and fire water supply systems, providing stable and reliable high-pressure emergency water supply solutions for critical fire-fighting sites.
With the continuous expansion of modern industrial facilities, high-rise building complexes, large-scale warehousing and logistics centers, petrochemical bases, power energy projects, and large-scale infrastructure construction, fire-fighting water supply systems face increasingly complex challenges. Especially in situations involving long water supply distances, high water pressure requirements, and significant distances between fire-fighting water sources and protected areas, traditional single-stage fire pumps often struggle to meet continuous and stable fire-fighting water supply demands. To address application scenarios such as long-distance water delivery, high-lift water supply, and large-area fire-fighting coverage, high-pressure horizontal multistage fire pumps have emerged. This product combines diesel engine drive with a horizontal multistage centrifugal pump structure, utilizing multi-stage impeller pressurization technology to achieve high pressure, high lift, large flow rate, and long-distance water delivery performance. It can rapidly establish a stable water supply system in emergency fire-fighting situations, providing reliable fire safety guarantees for various large-scale engineering projects and key protected areas.
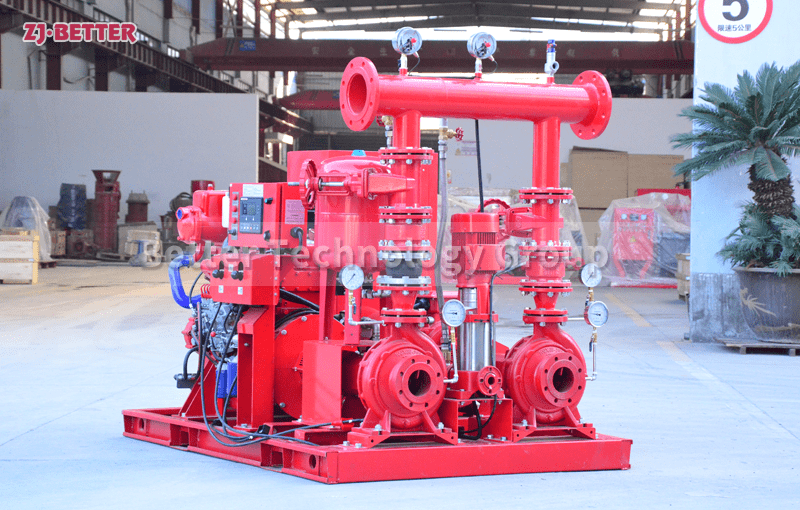
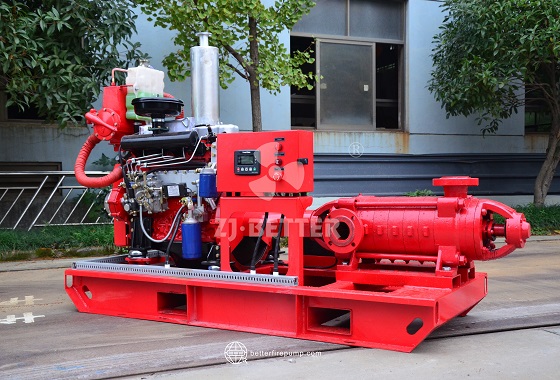
The most significant technical feature of the high-pressure horizontal multistage fire pump lies in its multi-stage pressurization structure design. Unlike ordinary centrifugal pumps that rely on a single impeller to deliver water, multistage fire pumps are equipped with multiple precision impellers and flow guiding devices. The liquid gains additional energy as it passes through each impeller, gradually increasing the pressure. Through this continuous pressurization method, the equipment can achieve extremely high head output while maintaining a stable flow rate. This design is particularly suitable for locations where fire water tanks are far from the protected area, buildings are tall, or fire pipeline networks cover a large area. Even in complex pipeline systems, the equipment can maintain sufficient water supply pressure, ensuring the stable operation of the fire protection system.
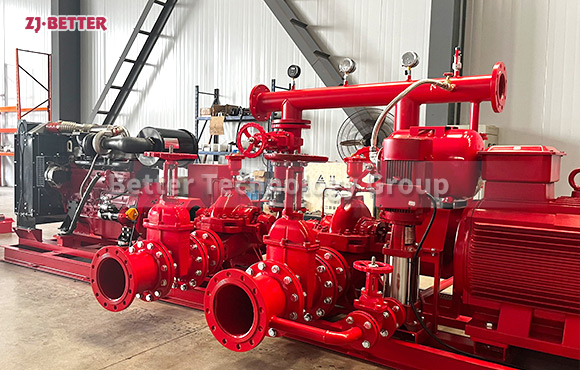
Long-distance water delivery capability is one of the product’s key advantages. In many industrial parks, ports, mines, and large warehouse projects, the distance between the fire water source and the key protected area is often hundreds of meters or even kilometers. Traditional fire pumps are prone to pressure attenuation during long-distance water delivery, while high-pressure horizontal multistage fire pumps, with their powerful pressurization capabilities, can effectively overcome pipeline friction losses and the effects of terrain elevation differences, achieving stable water supply over long distances. The equipment can continuously deliver high-pressure fire water to fire hydrant systems, fire monitor systems, and automatic sprinkler systems, providing a solid guarantee for firefighting operations.
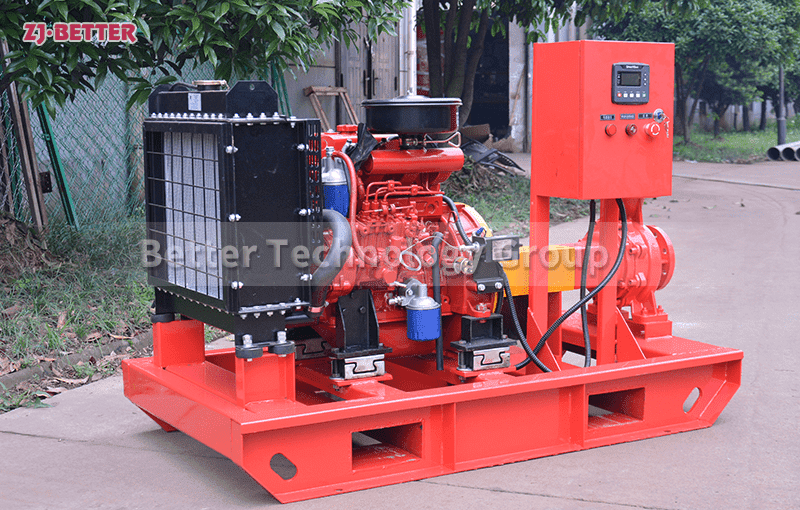
The diesel-powered drive system further enhances the equipment’s emergency response capabilities. In the event of a fire, the power system is often affected, while fire-fighting water supply equipment must maintain independent operation. This product uses an industrial-grade diesel engine as its power source, allowing it to operate independently without relying on an external power grid. The engine features strong power, rapid start-up, long continuous operating time, and strong environmental adaptability, ensuring the normal operation of the fire-fighting water supply system even under power outages, natural disasters, or extreme weather conditions. This independent water supply capability is of great significance for critical infrastructure and high-risk industrial sites.
High head performance is a key reason for the equipment’s widespread application in high-rise building fire protection. As urban buildings continue to rise, fire-fighting water supply systems need to overcome greater vertical delivery distances. High-pressure horizontal multi-stage fire pumps, through multi-stage pressurization technology, can generate water pressures far exceeding those of ordinary fire pumps, providing a stable water source for the internal fire protection piping network of high-rise buildings. Whether in office buildings, commercial complexes, hotels, apartments, or super high-rise buildings, the equipment can meet the fire-fighting water supply needs of high-rise areas, ensuring the normal operation of fire-fighting facilities on each floor during a fire.
The high-flow-rate water supply capacity further enhances the product’s overall performance. Modern fire protection systems require not only high pressure but also sufficient flow to support multiple fire terminals operating simultaneously. This equipment employs an optimized hydraulic model design, maintaining a stable flow supply while achieving high head output. Through a scientifically designed impeller structure and flow channel layout, the equipment effectively reduces hydraulic losses and improves overall efficiency. In the event of a fire in a large industrial facility or warehousing center, it can simultaneously meet the water supply needs of multiple fire hydrants, fire monitors, and automatic sprinkler systems, improving fire extinguishing efficiency.
The equipment also excels in reliability. Fire protection equipment is often in a standby state for extended periods, making reliable start-up capability particularly important. This product adopts a mature and stable industrial-grade design, with key components undergoing rigorous quality control and durability testing. The engine starting system, fuel system, pump assembly, and control module all utilize high-reliability configurations, ensuring rapid restart even after prolonged shutdown. For fire protection engineering, reliable operation during critical moments is far more important than routine performance, and this product is optimized specifically for this requirement.
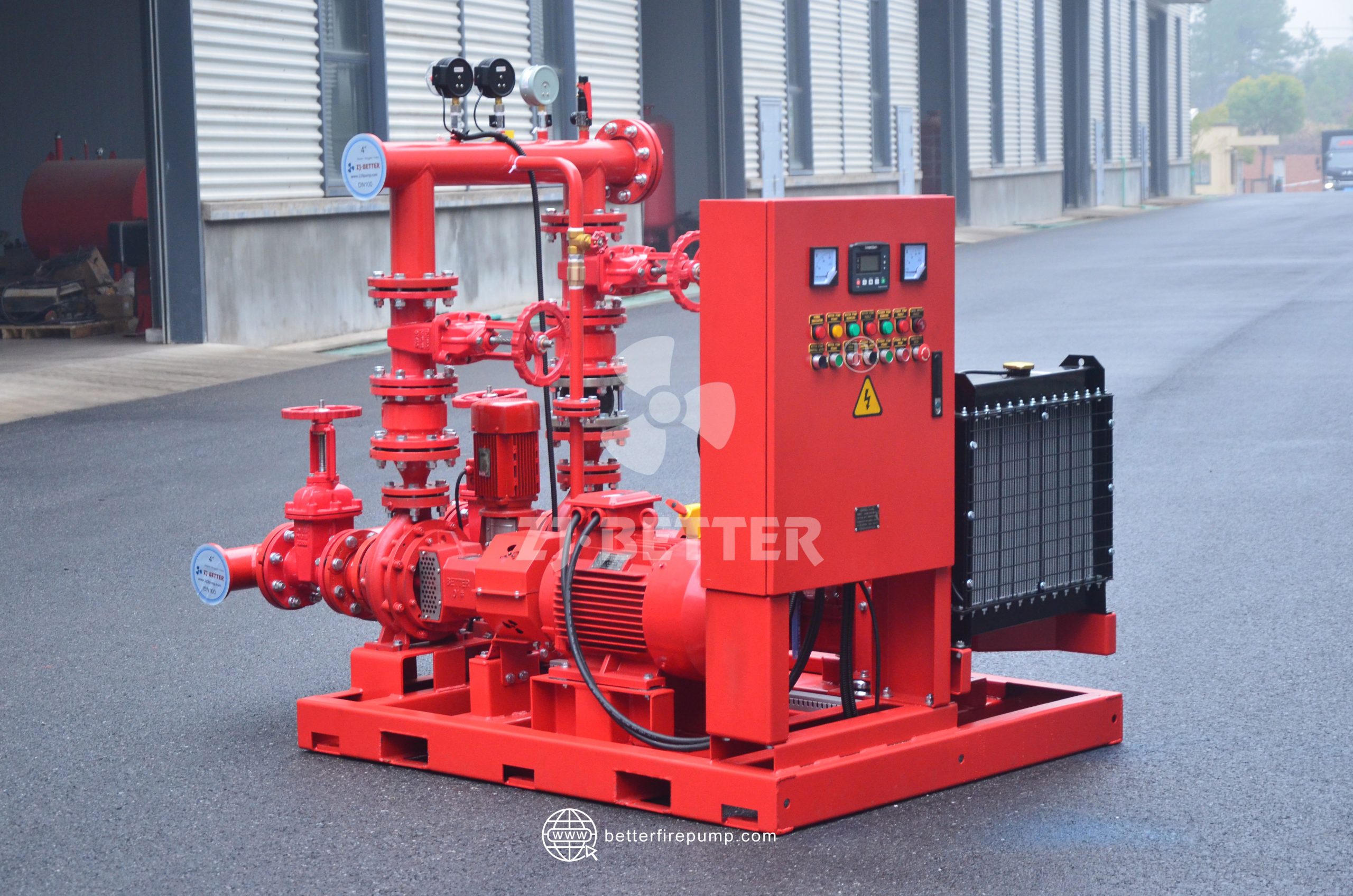
The intelligent control system enhances the equipment’s automation level. Modern fire protection systems increasingly emphasize automatic response and intelligent management. This equipment is equipped with an advanced control cabinet and monitoring system, which can display real-time operating status, pressure parameters, engine speed, water temperature, and fault information. When the system detects a fire signal or a drop in water supply pressure, it can automatically start the equipment and establish a fire water supply system. It also has automatic protection functions, promptly issuing alarms and taking protective measures in case of abnormal operating conditions to prevent equipment damage and improve system safety and reliability.
Durability design ensures the equipment can adapt to various complex environments. Industrial parks, petrochemical bases, ports, and mining projects often have high-temperature, high-humidity, dusty, and corrosive environments. To meet the requirements of these special operating conditions, the equipment adopts a high-strength pump body structure and is manufactured with corrosion-resistant materials. Key flow components are precision-machined and reinforced to withstand long-term high-pressure operation. The overall base adopts a heavy-duty steel structure design, effectively absorbing vibration and improving equipment stability. Even during long-term operation in harsh environments, it can maintain stable performance and a long service life.
Ease of maintenance is also a key competitive advantage. To reduce user operating costs, the equipment adopts a modular structure design with a reasonable layout of major components, facilitating daily inspection and maintenance. Engine maintenance, lubrication system inspection, impeller maintenance, and control system testing can all be completed quickly. Standardized parts improve spare parts versatility, reducing inventory pressure and repair time. For large industrial users and fire protection engineering operators, lower maintenance costs translate to higher equipment utilization and better return on investment.
Beyond traditional fire protection applications, this equipment is widely used in emergency water supply, water conveyance in water conservancy projects, flood control and disaster relief, industrial water supply pressurization, and long-distance water transmission projects. After natural disasters, the equipment can quickly establish temporary water supply systems; during the construction of large industrial projects, it can be used as backup water supply equipment; and in special environments, it can also undertake important production water supply tasks. Its multi-functional application capabilities further enhance the equipment’s market value and scope of application.
With the continuous improvement of global fire safety standards and the ongoing construction of large-scale infrastructure, the demand for long-distance, high-pressure, and highly reliable fire water supply equipment is increasing. The long-distance emergency water supply high-pressure horizontal multistage fire pump, with its advanced multistage pressurization technology, excellent high-lift performance, stable large-flow output, independent diesel power system, and intelligent control functions, has become an important piece of equipment in the modern fire protection engineering field. It can effectively solve problems such as long-distance water transmission, high-rise water supply, and insufficient pressure in complex fire-fighting pipe networks, providing comprehensive and reliable fire-fighting water supply for industrial facilities, commercial buildings, and infrastructure projects. In the future, with the development of smart fire protection and modern fire protection engineering, high-pressure horizontal multistage fire pumps will play an important role in a wider range of applications, providing more efficient and reliable technical support for global fire safety.