Containerized Diesel Fire Pump Equipment for Easy Transport and Rapid Deployment
Containerized diesel fire pump system designed for easy transport and rapid deployment, delivering reliable high-pressure water supply for industrial, municipal, and emergency fire protection. Features integrated design, intelligent control, durable structure, and stable performance in various environments.
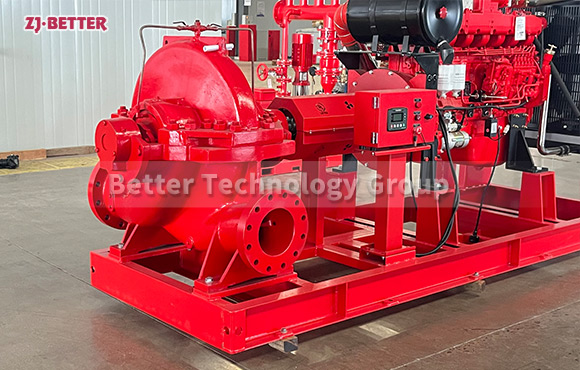
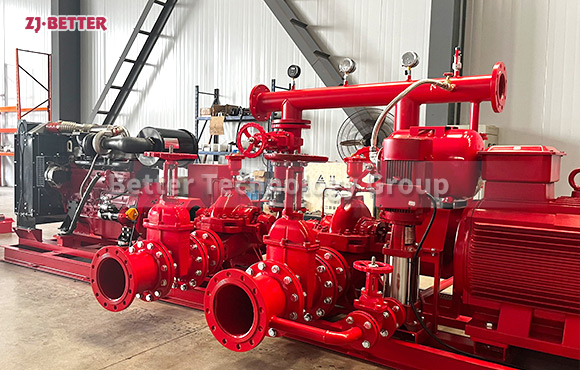
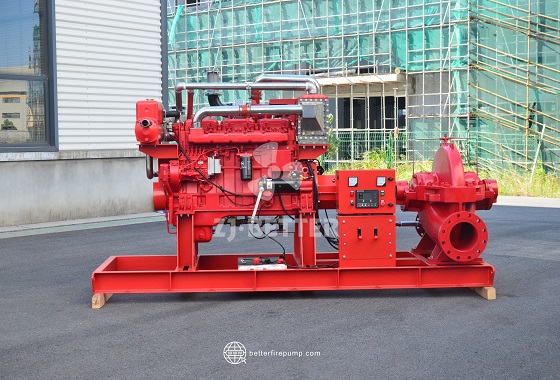
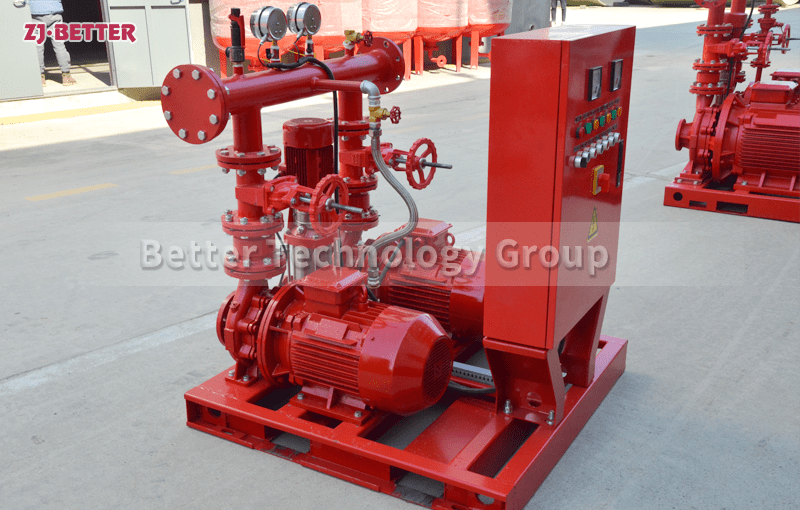
Containerized diesel fire pump equipment is a highly integrated fire water supply solution designed to meet the needs of modern fire protection engineering, enabling convenient transportation and rapid deployment. With the continuous development of large-scale industrial projects, infrastructure construction, and cross-regional projects, traditional fire pump equipment is increasingly unable to meet practical application requirements due to long installation cycles, inconvenient transportation, and insufficient environmental adaptability. The containerized design, by integrating the diesel drive system, fire pump, control system, and related piping and auxiliary devices into a standardized container structure, not only significantly improves the overall integrity and reliability of the equipment but also greatly optimizes transportation and installation efficiency, making it a highly competitive product in today’s complex fire protection systems. The core advantage of this equipment lies primarily in its highly integrated structural design, achieved through a standardized container frame. The frame design rationally arranges all key components within a limited space, achieving a compact structure while ensuring equipment performance. This design not only reduces the complexity of on-site installation but also avoids coordination problems caused by the dispersed placement of multiple devices, making the entire fire protection system more stable and efficient. Furthermore, the standard container size facilitates sea, road, and rail transport, enabling rapid delivery to various project sites worldwide. It is particularly suitable for overseas projects, remote areas, and temporary construction projects, significantly shortening project delivery cycles. Regarding the power system, the equipment uses a diesel engine as the core drive unit, possessing independent operating capabilities and not relying on external power sources. This feature is especially important in situations of unstable power supply or emergency power outages, ensuring that the fire protection system can start normally and continuously supply water at any time, effectively responding to sudden fires. In disaster situations, the diesel engine boasts high torque output and excellent load response performance, maintaining stable output even under high-intensity operating conditions. This ensures that the fire pump maintains stable pressure and flow under various operating conditions, thus meeting the needs of large-scale pipeline systems and multi-point water supply. Regarding hydraulic performance, this containerized fire pump utilizes advanced hydraulic model optimization design, resulting in smoother internal flow channels, reduced water flow resistance and energy loss, significantly improving overall operating efficiency. The impeller employs precision machining and dynamic balancing, enhancing operational stability and reducing vibration and noise. This allows the equipment to operate continuously for extended periods without affecting performance, crucial for fire protection systems requiring continuous water supply. Furthermore, its high head and large flow rate design enable it to meet the water supply needs of high-rise buildings and long-distance water supply. This equipment meets the needs of various complex scenarios, including water delivery and simultaneous operation of multiple water cannons. In terms of the control system, it is equipped with an intelligent control unit, enabling automatic start-up, automatic shutdown, remote monitoring, and fault alarm functions. When the fire pipeline pressure drops or a fire signal is received, the system can quickly respond and automatically start the diesel engine and water pump, achieving rapid water supply in an unattended state. Simultaneously, the control system can monitor key operating parameters in real time, including pressure, flow rate, temperature, speed, and oil pressure. Through data analysis, it judges the equipment’s operating status, and can promptly issue alarms and take protective measures in case of abnormalities, effectively preventing equipment damage and extending its service life. Regarding environmental adaptability, the containerized design provides excellent protection; the container is typically made of high-strength steel and treated with anti-corrosion coating. It effectively resists the effects of rain, dust, and other external environmental factors, making it suitable for long-term outdoor operation. It can also be customized to suit different regional climates. For example, heating and insulation devices can be added in cold regions to ensure smooth startup in low-temperature environments, while ventilation and heat dissipation systems can be enhanced in high-temperature or humid environments to ensure stable operation even under extreme conditions. This high adaptability makes it widely used in petrochemical, mining, power, port, airport, warehousing and logistics, and municipal engineering fields. Its advantages are particularly prominent in transportation and deployment. Due to its standardized container structure, it can be directly loaded and transferred via container transport, eliminating the need for additional packaging or complex loading and unloading processes. Upon arrival at the site, only simple pipeline connections and commissioning are required before it can be put into use, significantly reducing costs. With reduced construction time and labor costs, it is particularly suitable for projects requiring rapid delivery or emergency deployment, such as temporary fire protection, disaster emergency support, and construction sites. This “ready-to-use” characteristic greatly enhances the equipment’s practical value. In terms of maintenance and upkeep, the containerized fire pump equipment also performs exceptionally well. Its optimized internal layout provides ample space for maintenance of all key components, facilitating daily inspection and maintenance. Standardized components make spare parts replacement easier, reducing maintenance difficulty and costs. Furthermore, the system is equipped with self-diagnostic functions, monitoring operational data to promptly identify potential problems, enabling preventative maintenance, reducing the probability of equipment failure, and further improving overall operational reliability. Regarding safety, the equipment features multiple protection mechanisms, including overspeed protection and low oil pressure protection. Features such as high-temperature protection and emergency shutdown devices enable rapid action under abnormal operating conditions to prevent equipment damage or safety accidents, ensuring stable system operation even in critical moments. These safety designs not only enhance the reliability of the equipment itself but also provide more comprehensive safety assurance for the entire fire protection system. In terms of energy conservation and economy, through efficient hydraulic design and optimized power matching, the equipment effectively reduces fuel consumption while ensuring high-performance output, thereby reducing long-term operating costs. Furthermore, its high integration and rapid deployment capabilities significantly reduce installation and construction costs, which is beneficial for overall project cost control. In addition, this containerized diesel fire pump equipment has excellent scalability, allowing for flexible configuration of flow rate, head, and control systems according to different project needs, and can be integrated with electrical systems. The containerized diesel fire pump, composed of a fire pump, a pressure-stabilizing pump, and other fire-fighting equipment, forms a complete system, enabling main/standby switching and multi-stage water supply, thereby further enhancing the overall system performance and emergency response capabilities. In summary, the containerized diesel fire pump equipment offers significant advantages in structural design, transportation efficiency, and ease of installation, while also demonstrating outstanding performance in power, hydraulic efficiency, intelligent control, environmental adaptability, and safety reliability. It is an indispensable piece of equipment in modern fire protection engineering, capable of rapid deployment and stable operation in various complex environments, providing a continuous and reliable high-pressure water source for the fire protection system. This enables rapid response and efficient fire suppression during fires, providing solid support for protecting human life and property, making it an ideal choice for various large-scale projects and emergency fire protection system construction.