High-Efficiency Constant Pressure Fire Water Supply System for Multi-Application Use
High-efficiency constant pressure fire water supply system designed for multi-application fire protection projects, ensuring stable pipeline pressure, energy-saving operation, and rapid response. Ideal for high-rise buildings, industrial facilities, and commercial fire systems with intelligent control and reliable performance.
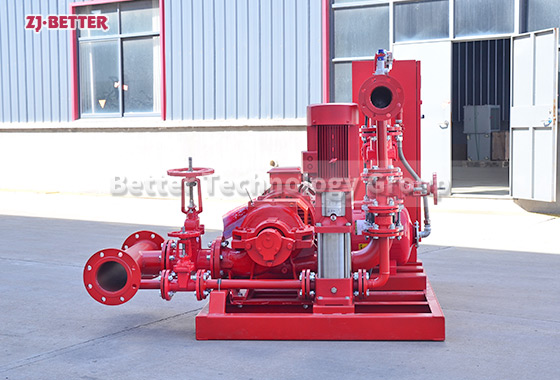
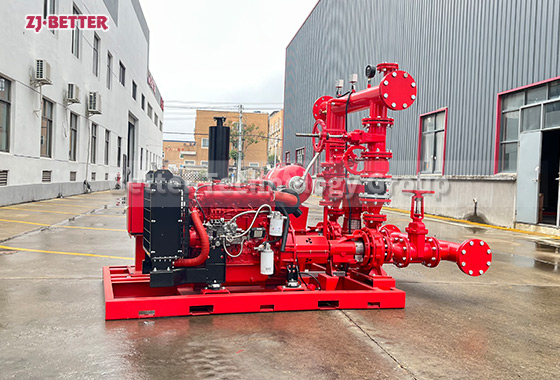
The high-efficiency constant-pressure fire-fighting water supply system is suitable for various fire protection engineering needs. It is a comprehensive water supply solution developed to meet the higher requirements of modern fire protection systems for stability, response speed, and energy efficiency. In various industrial facilities, commercial buildings, high-rise residential buildings, public infrastructure, and special industry scenarios, fire protection systems not only need to rapidly provide sufficient water volume and pressure during a fire, but also need to maintain stable pipeline pressure in a normal standby state. This avoids increased energy consumption and equipment wear caused by frequent main pump starts. This high-efficiency constant-pressure fire-fighting water supply system achieves precise regulation and continuous stable output of pipeline pressure through advanced pressure stabilization control technology combined with high-performance pumps, ensuring that the system maintains optimal operating conditions under different operating conditions. This significantly improves the reliability and response efficiency of the overall fire protection system. From a system composition perspective, the equipment typically consists of a vertical multistage pressure-stabilizing pump, a pressure tank, an intelligent control cabinet, and related sensing and piping systems. The components are scientifically arranged for compact integration, enabling the system to operate efficiently while facilitating installation and maintenance. The vertical multistage pump, as the core actuator, employs a multi-stage impeller series structure, achieving high head output within a relatively small size. Simultaneously, its optimized flow channel design effectively reduces hydraulic losses and improves operating efficiency, allowing the system to provide stable pressure support even under low-energy conditions. In terms of performance, the greatest advantage of this high-efficiency constant-pressure fire water supply system lies in its precise pressure control capability, achieved through highly sensitive pressure transmission… Sensors monitor real-time changes in pipeline pressure and feed the data back to the control system for analysis. When the pressure falls below a set value, the system quickly activates a pressure-stabilizing pump to replenish water. Once the pressure returns to the set range, the pump automatically stops operating, thus maintaining a stable pipeline pressure. This dynamic adjustment mechanism not only avoids the impact of pressure fluctuations on the pipeline and equipment but also ensures sufficient water pressure is provided immediately in the early stages of a fire, buying valuable time for the main fire pump to start. In terms of energy efficiency, the system optimizes its operating logic, effectively reducing unnecessary starts and energy waste. Compared to traditional fire water supply methods, it significantly reduces electricity consumption. Furthermore, the pressure-stabilizing pump typically uses a high-efficiency motor, maintaining its performance even under low-load conditions. Excellent efficiency performance, achieving long-term energy-saving goals, is of great significance for fire protection systems that need to be on standby year-round. It not only reduces operating costs but also extends equipment lifespan. In terms of intelligent control, the system is equipped with advanced automatic control devices, supporting multiple modes including automatic operation, manual operation, and remote monitoring. Users can view the system’s operating status in real time through the control panel, including key parameters such as pressure, flow rate, and motor operation. The system also has comprehensive fault alarm and protection functions. When abnormal conditions occur, such as abnormal pressure, motor overload, or sensor failure, it can promptly issue alarms and take corresponding protective measures, effectively preventing equipment damage and ensuring safe system operation. Furthermore, this control system can also… This high-efficiency constant-pressure fire water supply system can be linked with building fire alarm systems or central control systems to achieve a higher level of automated management. In terms of applicability, it possesses strong adaptability to various scenarios and can be widely used in fire protection projects of different scales and types. For example, it can be used to maintain fire riser pressure in high-rise buildings, ensure the stable operation of sprinkler systems in large commercial complexes, support pressure regulation of complex pipe networks in industrial plants, and ensure stable fire water supply over large areas in warehousing and logistics centers. Furthermore, it can be customized to meet different project requirements, including adjusting flow range, head parameters, and control methods to satisfy diverse application needs. Regarding installation and maintenance, the system adopts a modular design concept. The compact and rationally laid-out connections between components significantly reduce on-site installation difficulty, while providing ample maintenance space for easier daily upkeep. Minimal maintenance is required during operation; only periodic checks of key components and operational status are needed to ensure long-term stable operation. This low-maintenance characteristic not only reduces labor costs but also improves system reliability. Regarding safety, the system incorporates multiple protection mechanisms, including overvoltage protection, water shortage protection, motor overload protection, and emergency shutdown. These mechanisms enable rapid response and measures in abnormal situations to prevent equipment damage or system failure, ensuring the fire protection system operates normally in critical moments. This comprehensive safety design provides users with more reliable operational assurance. Regarding materials… In terms of manufacturing, key components of the system are typically made of corrosion-resistant materials, enabling them to adapt to different water quality conditions and extend their service life. Advanced manufacturing processes ensure precise fit between components, thereby improving overall operational stability and reliability. Before leaving the factory, the equipment undergoes rigorous testing, including pressure testing, performance testing, and operational testing, to ensure it meets design standards and actual usage requirements. Furthermore, this high-efficiency constant-pressure fire-fighting water supply system has excellent scalability, allowing it to work collaboratively with main fire pump systems, standby pump systems, and other fire-fighting equipment. Through reasonable configuration, it achieves multi-stage water supply and system linkage, further enhancing the overall performance and reliability of the fire-fighting system. In practical applications, this system can effectively reduce the main… The wear and tear caused by frequent pump starts can also quickly provide a stable water source in the early stages of a fire, providing strong support for subsequent firefighting efforts. In summary, high-efficiency constant-pressure fire water supply systems are suitable for various fire protection engineering needs. With their precise pressure control capabilities, high energy efficiency, intelligent control level, and wide applicability, they play an irreplaceable and important role in modern fire protection systems. They can not only maintain stable pipeline pressure and reduce energy consumption and equipment wear during daily operation, but also respond quickly in emergencies and provide reliable water supply, thereby effectively improving the overall efficiency and safety of the fire protection system. They are an important component for achieving high-quality fire protection in various building and industrial projects, and also one of the important directions for the future development of fire water supply systems.