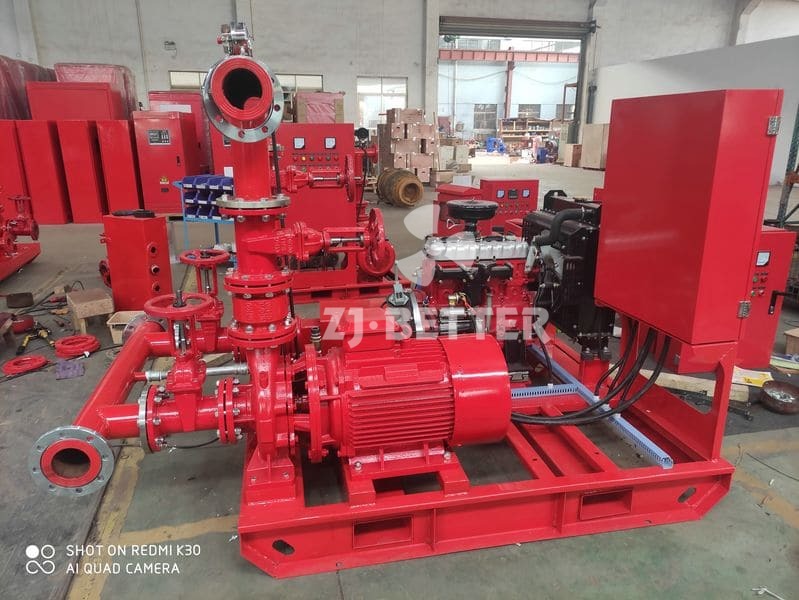
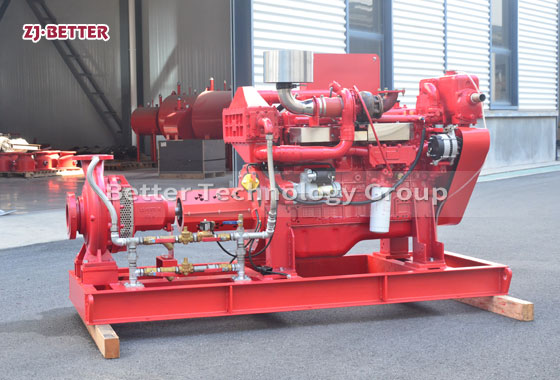
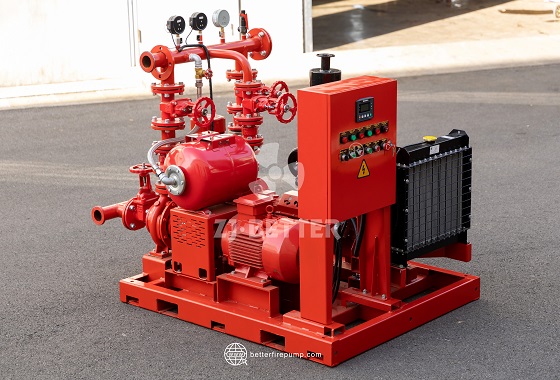
Automatic Fire Pressure Booster Pump System with Pressure Vessel
Automatic control fire booster pump systems (including pressure tanks) can achieve constant pressure water supply and intelligent start-stop, improve the stability of fire pipeline networks, reduce energy consumption and extend the life of main pumps, and are widely used in building and industrial fire protection systems.
Automatic fire-fighting booster pump systems (including pressure tanks) are a key component of modern fire-fighting water supply systems. They primarily maintain stable pressure in the fire-fighting network, prevent frequent starts of the main pump, and ensure the entire system is always in a highly efficient standby state. They play an irreplaceable role in various building fire protection projects, especially in high-rise buildings, large commercial complexes, industrial plants, warehousing and logistics centers, and public infrastructure. Through a combination of intelligent control and precision mechanical structures, these systems provide continuous and stable pressure support to the fire protection system, enabling rapid response in the early stages of a fire. This ensures the normal operation of sprinkler and fire hydrant systems, effectively improving overall fire-fighting efficiency and reducing potential losses. Such systems typically consist of a small-flow, high-lift booster pump and a pressure tank. The system comprises a pressure sensing device, an electrical control cabinet, and a valve and piping system. Through the coordinated operation of these components, automatic start/stop and constant pressure control are achieved. The booster pump, as the core power unit, is driven by a high-efficiency motor and can continuously provide stable pressure under low-flow conditions. When the pipeline pressure drops due to minor leaks or temperature changes, the system monitors this in real time via pressure sensors and quickly activates the booster pump to compensate for the pressure, preventing the main fire pump from frequently starting and stopping due to minor pressure fluctuations. This significantly extends the main pump’s lifespan and reduces system energy consumption. Simultaneously, the pressure tank, acting as an energy storage and buffer device, forms a dynamic balance system through internal gas compression and water storage. It can quickly release or absorb energy when the pipeline pressure changes, thus stabilizing pressure fluctuations. This system ensures a more stable and reliable operation of the entire fire water supply system. In terms of design, the automatic control fire booster pump system fully considers the complex operating conditions in practical applications. By optimizing the hydraulic model and structural layout, the equipment can maintain high-efficiency operation under different pressure demands. The booster pump typically adopts a multi-stage centrifugal structure or a high-efficiency single-stage structure, achieving high head output through precision impeller design while maintaining low energy consumption, ensuring good economic performance in long-term operation. Furthermore, the motor uses a high-quality energy-saving motor, featuring rapid start-up, stable operation, and low noise, maintaining reliable performance even under continuous operation, thus ensuring the fire protection system is always in optimal working condition. Regarding the control system, the equipment is equipped with advanced automatic control… The automatic control cabinet, through a PLC or intelligent control module, accurately acquires and processes pressure signals. When the system detects that the pressure is lower than the set value, it automatically starts the pressure booster pump and automatically stops running when the pressure returns to the set range. The entire process requires no manual intervention, significantly improving the system’s automation level. The control system also has multiple protection functions, including overload protection, phase loss protection, short circuit protection, and fault alarm functions, ensuring safe operation or timely shutdown of the equipment under various abnormal conditions, preventing equipment damage or system failure. In practical use, this automatic control fire-fighting pressure booster pump system can significantly improve the reliability and response speed of the fire-fighting system. Since it is mainly used to maintain the static pressure of the pipeline network, it plays a crucial role in maintaining system pressure balance in non-fire conditions. When a fire occurs, the pipeline pressure drops rapidly. The main fire pump will automatically start according to system needs, while the booster pump has already ensured that the pipeline is in a water-filled state beforehand, thus avoiding system startup delays. This is especially critical for automatic sprinkler systems, as they need to start up and form an effective water curtain to control the spread of fire in a very short time. In terms of structural design, the equipment adopts a modular design concept, integrating the booster pump, pressure tank, and control system onto the same base. This not only facilitates transportation and installation but also reduces on-site construction difficulty and improves project efficiency. Furthermore, its compact structure makes it suitable for space-constrained pump room environments, such as underground equipment rooms or small machine rooms. In terms of material selection, key system components use high-strength metal materials and corrosion-resistant materials. The coating treatment allows it to adapt to humid, high-temperature, or corrosive environments, thereby extending equipment lifespan and reducing maintenance costs. Furthermore, the pressure tanks are typically made of high-quality steel vessels, undergoing rigorous welding and pressure testing to ensure safety and reliability under long-term high-pressure operation. In terms of energy efficiency, this automatic control fire-fighting booster pump system achieves significant energy savings through a rational start-stop control strategy and efficient motor configuration. Compared to traditional continuous water supply methods, this system only operates for short periods when pressure drops, reducing unnecessary energy consumption and equipment wear, further improving overall economic efficiency. In terms of application areas, this system is widely applicable to various fire protection projects, including residential buildings, office buildings, shopping malls, hospitals, schools, and industrial facilities, especially… In locations with high fire safety requirements, such as chemical plants, power facilities, and large warehousing centers, this system provides more stable and reliable pressure support, ensuring the fire protection system operates normally under any circumstances. During installation and commissioning, the equipment exhibits good adaptability, allowing parameter adjustments to meet different project needs. For example, different start-stop pressure ranges can be set, or control logic can be adjusted to accommodate varying building heights and piping layouts. Maintenance is relatively simple; routine checks of the motor, valves, and control system are sufficient to maintain optimal operation. With the development of intelligent technologies, this type of system can further integrate remote monitoring and data analysis functions, connecting with building management systems or fire monitoring systems to achieve… Real-time monitoring and remote management of equipment operation status improve management efficiency and reduce labor costs. In future development, automatic control fire-fighting booster pump systems will continue to upgrade towards greater intelligence, energy efficiency, and high reliability. By introducing more advanced control algorithms and efficient hydraulic design, system performance and operational stability will be further enhanced. Overall, this system provides a solid guarantee for modern fire-fighting water supply systems through multiple advantages such as efficient booster pumping, intelligent control, and stable operation. It is an indispensable piece of equipment for ensuring building fire safety, and it has significant value in improving the response speed of fire protection systems, extending equipment life, and reducing operating costs. It will continue to play a key role in various fire protection projects in the future and drive the continuous advancement of fire protection equipment technology.