Multi-Application Diesel Engine Fire Pump Unit for Complex Fire Protection Systems
Versatile diesel engine fire pump unit designed for complex fire protection systems across multiple applications, delivering reliable high-pressure water supply with independent power, intelligent control, and stable performance for industrial, municipal, and commercial firefighting needs.
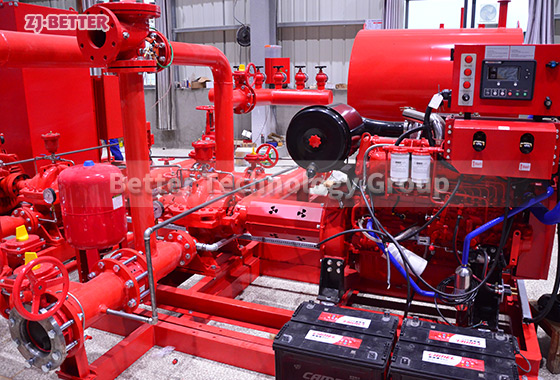
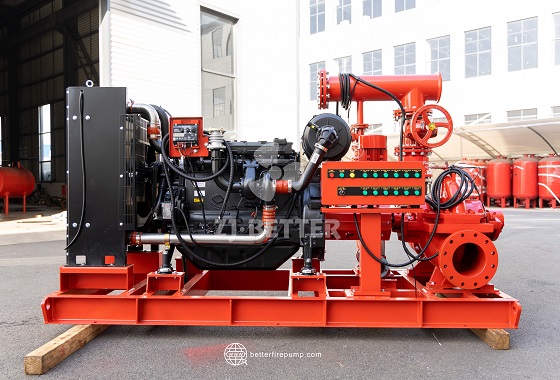
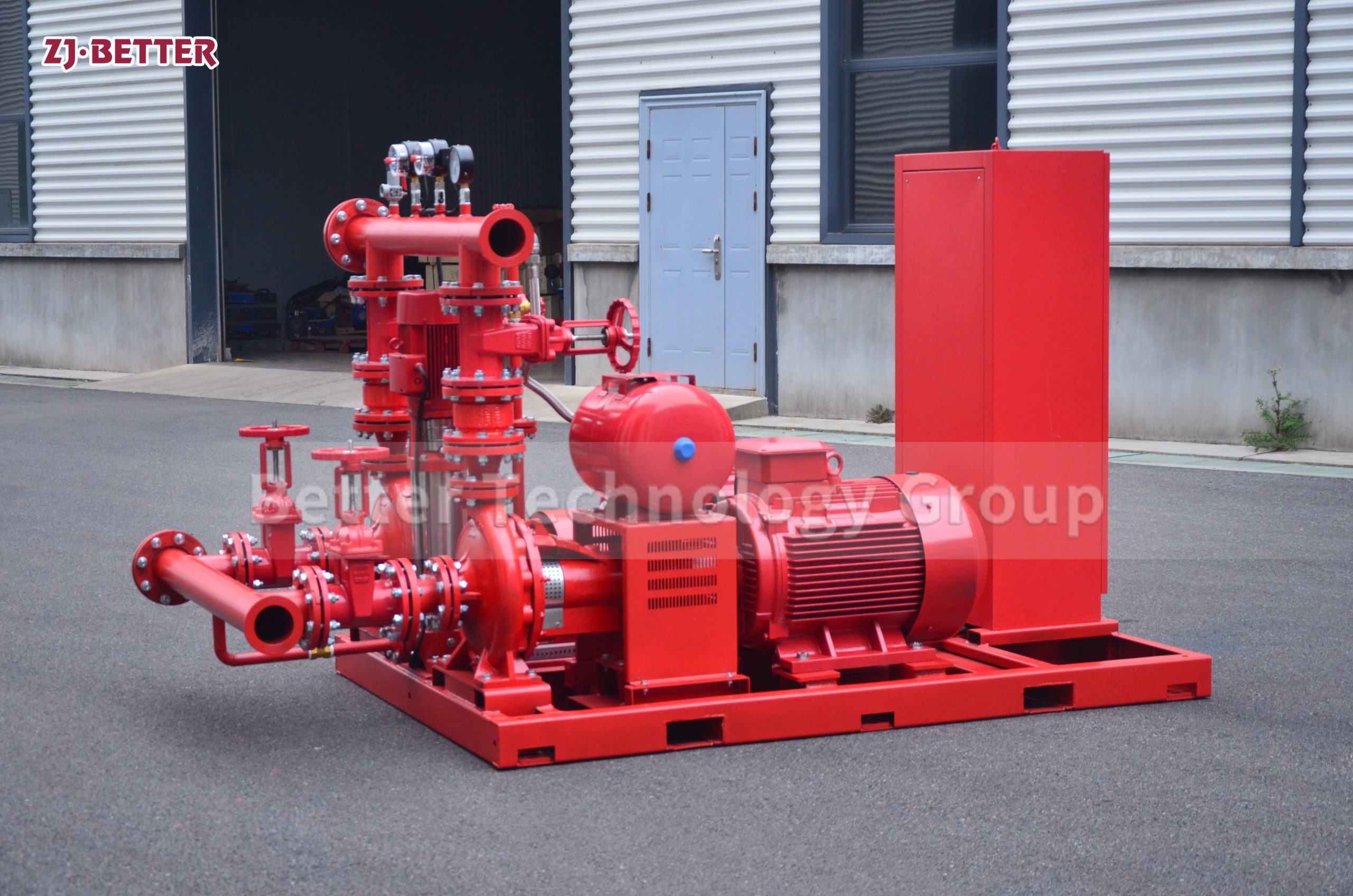
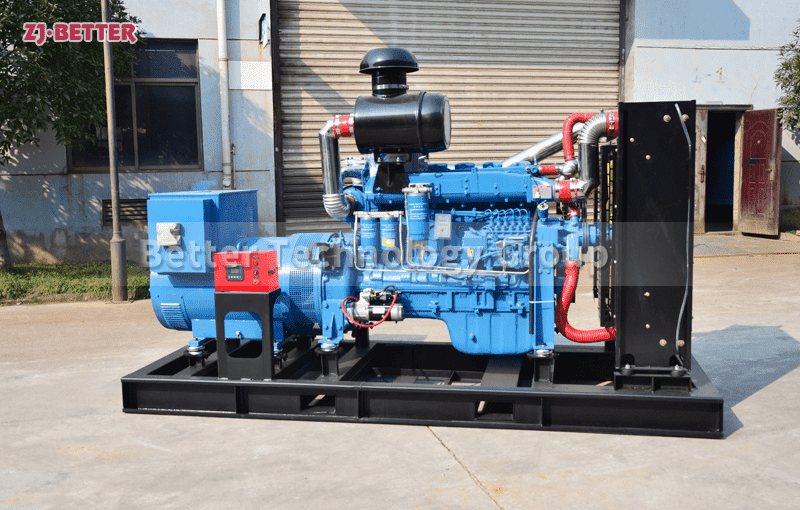
Multi-scenario applicable diesel-powered fire pump units meet the needs of complex fire protection systems. These high-performance devices are specifically designed for modern, diverse fire protection environments. In the context of rapid industrialization and urbanization, various building structures and industrial scenarios are becoming increasingly complex, placing higher demands on fire protection systems. These systems not only require high-pressure, high-flow water supply capabilities but also must maintain stable and reliable operation under different working conditions and environmental environments. These diesel-powered fire pump units are specifically developed to address these complex needs. Their core advantages lie in independent power, high adaptability, and excellent continuous operation capabilities. They can quickly start and operate even in situations of unstable or complete power outages, providing a continuous and reliable water supply to the fire protection system. This buys valuable time in the early stages of a fire, effectively controlling its spread. To minimize losses, the fire pump unit typically adopts a skid-mounted integrated design, highly integrating the diesel engine, fire pump, control system, fuel system, and related pipelines onto a robust base. This modular design not only significantly simplifies the on-site installation process but also improves the overall stability and transport convenience of the equipment, enabling rapid deployment to different project sites. It offers exceptional flexibility for both fixed installations and temporary emergency use. Furthermore, the equipment layout is rational, with tight connections between key components and ample maintenance space, greatly facilitating future inspection and maintenance. In terms of the power system, the unit uses a high-performance diesel engine as its drive core, possessing strong output capabilities and excellent load response performance, maintaining stable operation even under high-intensity operating conditions. The rapid flow ensures a continuous and stable output pressure and flow rate from the pump, which is crucial for complex fire protection systems. In large pipe networks or multi-point water supply scenarios, any pressure fluctuation can affect fire extinguishing efficiency. Another major advantage of diesel engines is their independence; they do not rely on external power sources, allowing the equipment to continue operating normally in emergencies such as power outages or line faults, making them an important backup device in critical fire protection systems. In terms of hydraulic performance, this fire pump unit achieves high-efficiency energy conversion through advanced hydraulic design optimization. The internal flow channels of the pump body have been precisely calculated and optimized to minimize energy loss when water flows through the impeller and pump casing, thereby improving overall efficiency. At the same time, high-precision machining ensures the dynamic balance performance of the impeller, effectively reducing vibration and noise, allowing the equipment to operate reliably over long periods. Maintaining stable and reliable operation even during continuous operation, this efficient and stable hydraulic performance enables it to meet the needs of various fire-fighting scenarios. Whether it’s high-lift water supply for high-rise buildings, long-distance water transmission for large factories, or complex pipeline systems requiring simultaneous water supply from multiple points, this unit can provide ample and stable water supply support. In terms of the control system, the equipment is equipped with an intelligent control unit, featuring automatic start-up, automatic shutdown, remote monitoring, and fault alarm functions. When the system detects a drop in pipeline pressure or receives a fire signal, it can automatically start the diesel engine and drive the water pump for rapid response. The entire process requires no manual intervention, significantly improving emergency response efficiency. Simultaneously, the control system can monitor key operating parameters in real time, such as pressure, flow rate, temperature, speed, and oil pressure, and analyze the data… The system analyzes and judges the equipment’s operating status, and can promptly issue alarms or take protective measures in case of abnormalities, thereby effectively avoiding equipment damage and extending its service life. In terms of adaptability, this multi-scenario diesel engine fire pump unit has extremely strong environmental adaptability and can be customized according to different regions and operating conditions. For example, in cold regions, a preheating system and insulation device can be added to ensure smooth start-up in low-temperature environments; in high-temperature or dusty environments, the heat dissipation system and protective structure can be strengthened to ensure long-term stable operation. Furthermore, the flow rate, head, and control mode can be adjusted according to project needs to adapt to the requirements of different scales and types of fire protection systems. This flexibility allows it to be widely used in various scenarios such as petrochemicals, mining, power, ports, warehousing and logistics, municipal engineering, and high-rise buildings. In terms of reliability, the unit employs high-quality materials and advanced manufacturing processes. Key components possess excellent wear resistance and corrosion resistance, enabling long-term stable operation in harsh environments. Furthermore, the equipment undergoes rigorous testing before leaving the factory, including performance testing, pressure testing, and continuous operation testing, ensuring it meets design requirements and maintains stable performance in actual use. This high reliability allows it to play its due role in critical moments, providing a solid guarantee for the fire protection system. Regarding energy saving and economy, the equipment reduces energy loss through efficient design, allowing the diesel engine to operate under optimal conditions, thereby reducing fuel consumption. Simultaneously, the high-efficiency water pump reduces ineffective power output, further lowering operating costs. For fire protection systems requiring long service life or frequent testing, this energy-saving advantage can significantly reduce costs. Overall operating costs are low, and its durable design reduces maintenance frequency and replacement costs, giving the equipment higher economic value throughout its life cycle. In terms of safety, the fire pump unit is equipped with multiple protection mechanisms, including overspeed protection, low oil pressure protection, high temperature protection, and emergency shutdown function. These mechanisms enable rapid response and measures in abnormal operating conditions to prevent equipment damage or safety accidents, ensuring stable system operation even in critical moments. These safety designs not only enhance the reliability of the equipment itself but also provide more comprehensive safety assurance for the entire fire protection system. Furthermore, this multi-scenario diesel fire pump unit has excellent expandability and can be linked with other fire protection equipment such as electric fire pumps, pressure-stabilizing pumps, and fire control systems to form a complete fire water supply solution. With proper configuration, functions such as main/standby switching, tiered water supply, and multi-point control can be achieved, thereby further enhancing the overall system performance and emergency response capabilities. In summary, the multi-scenario applicable diesel fire pump unit not only excels in power independence, high-efficiency hydraulic performance, and intelligent control to meet the needs of complex fire protection systems, but also possesses significant advantages in adaptability, reliability, safety, and economy. It is an indispensable piece of equipment in modern fire protection engineering, capable of stable operation in various complex environments, providing strong water supply guarantees for different types of fire protection systems, responding quickly and continuously supplying water during fires, effectively improving fire extinguishing efficiency and reducing risks. It is a crucial technical support for ensuring the safety of people’s lives and property, and is also the preferred solution in the construction of various industrial and building fire protection systems.