High Efficiency Diesel Fire Pump for Industrial Fire Water Networks
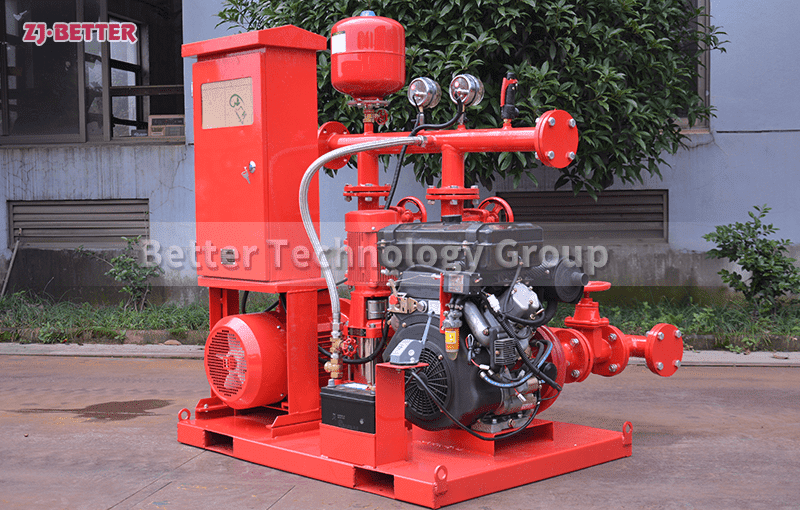
The high-efficiency diesel fire pump for industrial fire water supply networks is driven by a high-performance diesel engine, a high-efficiency centrifugal fire pump, and an intelligent control system. It has advantages such as automatic start-up, large flow rate, high head, continuous and stable operation, rapid response, and convenient maintenance. It is widely used in petrochemical, power, port, warehousing and logistics, industrial parks, and municipal fire protection projects, providing a highly reliable and efficient emergency water supply solution for modern industrial fire water supply systems.
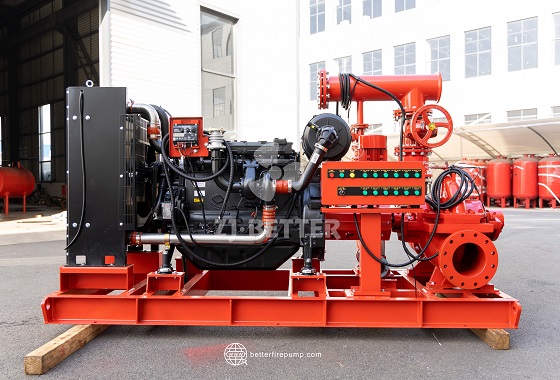
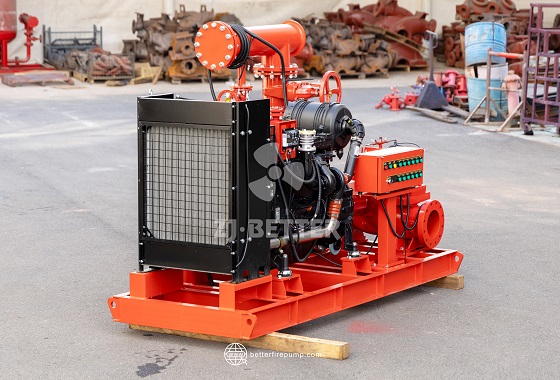
With the continuous expansion of infrastructure in industries such as petrochemicals, power energy, metallurgical manufacturing, warehousing and logistics, ports, mines, airports, and large industrial parks, fire-fighting water supply systems are facing higher demands for equipment reliability, continuous water supply capacity, and emergency response speed. The high-efficiency diesel fire pump for industrial fire-fighting water supply networks utilizes a high-performance diesel engine to drive a horizontal centrifugal fire pump, integrating an intelligent control system, cooling and heat dissipation device, fuel supply system, pressure detection components, and an overall steel structure base to form an independently operating fire-fighting water supply system. The product does not rely on the municipal power grid and can quickly start and continuously and stably supply water in the event of power outages, natural disasters, or other emergencies, providing reliable power for fixed fire-fighting systems. It is one of the core pieces of equipment in modern industrial fire-fighting engineering. The entire unit adopts a high-efficiency hydraulic model design, with the impeller precision-machined and dynamically balanced. Combined with an optimized flow channel structure, it effectively reduces hydraulic losses and improves conveying efficiency, achieving stable head and pressure while maintaining high flow output. It can meet the needs of long-distance water delivery and simultaneous water supply to multiple points in large fire-fighting networks. Diesel engines are characterized by ample power, stable torque output, good fuel economy, and strong environmental adaptability. Even under complex conditions such as high temperature, high humidity, low temperature, and high dust levels, they can maintain continuous and stable operation, providing all-weather emergency support for fire protection systems. The unit is equipped with an intelligent control cabinet, enabling automatic start-up, manual start-up, automatic inspection, operating status display, pressure monitoring, fault alarm, emergency shutdown, and operation recording. When the fire protection system pressure drops or a fire alarm linkage signal is received, the equipment can quickly complete the startup procedure, establishing a stable water supply pressure in a short time, effectively shortening fire response time and improving fire extinguishing efficiency. The control system can monitor engine speed, oil pressure, coolant temperature, battery voltage, fuel level, water pump outlet pressure, and operating time in real time, and automatically issue alarms or implement protective measures in case of abnormal operating conditions, ensuring long-term safe and reliable operation of the equipment. To meet the needs of long-term continuous operation, the unit is equipped with a high-efficiency radiator, a large-capacity fuel system, and a reliable lubrication system, which can effectively control engine operating temperature, reduce performance degradation caused by prolonged high-load operation, and ensure that the equipment maintains stable output even after several hours or longer of continuous operation. The pump body is made of wear-resistant and corrosion-resistant materials, possessing excellent cavitation resistance and mechanical strength. Bearings, mechanical seals, and transmission components have all undergone rigorous durability testing, effectively reducing wear and extending equipment lifespan. The overall base is constructed from high-strength steel welded together, offering good vibration resistance and load-bearing capacity, reducing operational vibration, improving equipment stability, and facilitating transportation, hoisting, and on-site installation. The modular design allows for a more rational layout of the engine, fire pump, control cabinet, and piping system, enabling maintenance personnel to quickly complete daily inspections, maintenance, and replacement of vulnerable parts, reducing downtime and lowering subsequent operating costs. The product can be configured with various flow rates, head, interface sizes, and control modes to meet different project requirements. It can also be integrated with electric fire pumps, pressure stabilizing equipment, fire water tanks, and automatic alarm systems to form a complete fire water supply solution, achieving automatic switching and coordinated operation, improving the reliability and safety level of the entire fire protection system. This equipment is widely used in oil storage tank areas, natural gas stations, chemical plants, power plants, steel mills, coal mines, cement plants, ports, airports, large-scale warehousing and logistics centers, data centers, and municipal fire water supply projects, providing stable and reliable fire water supply for various key facilities. With its comprehensive advantages including independent power, high-efficiency water delivery, automatic control, rapid response, continuous operation, convenient maintenance, robust structure, and adaptability to harsh environments, the high-efficiency diesel fire pump for industrial fire water supply networks can comprehensively improve the water supply efficiency and emergency response capabilities of fire protection systems. It establishes a safer, more stable, and more efficient fire water supply system for modern industrial fire protection projects, while helping users reduce equipment operation risks and improve overall fire safety levels and long-term operational value.