High Efficiency Electric Fire Pump System for Commercial Fire Protection
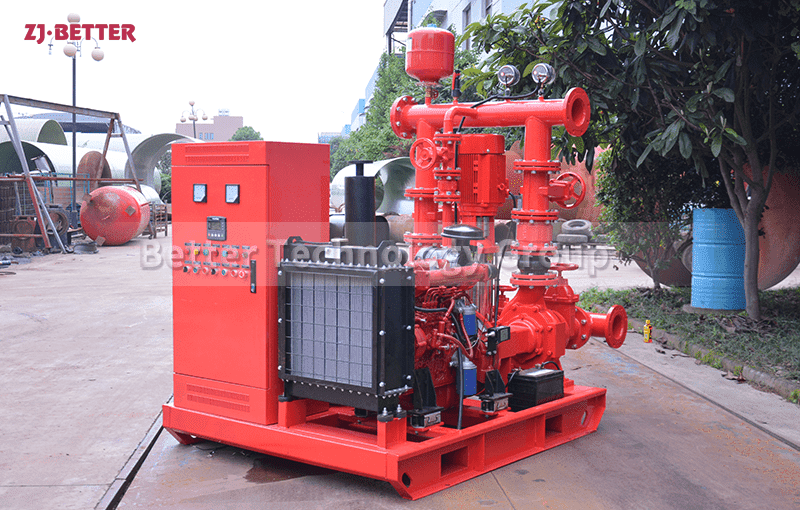
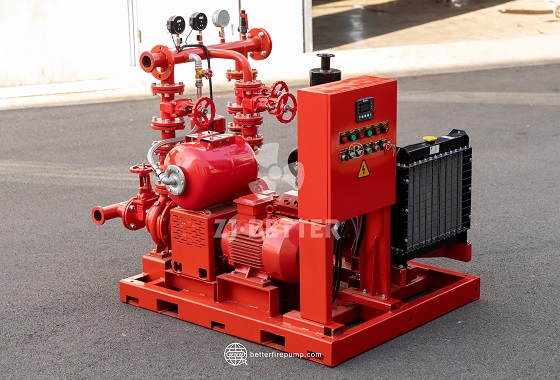
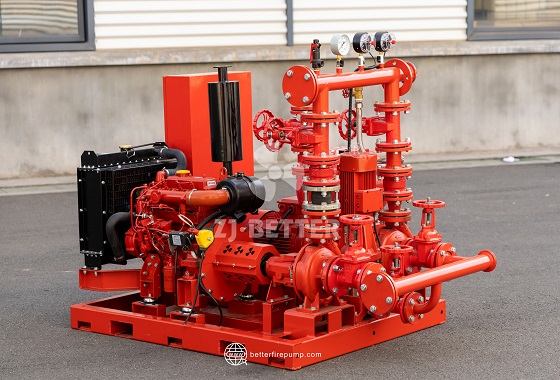
The high-efficiency electric fire pump system for commercial fire protection adopts high-efficiency motor drive, intelligent control cabinet, pressure monitoring and optimized hydraulic design. It has the advantages of automatic start, large flow water supply, stable pressure, energy-saving operation and convenient maintenance. It is widely used in fire water supply systems of commercial complexes, high-rise buildings, hospitals, hotels, schools and public facilities, providing efficient, reliable and intelligent fire water supply solutions for modern fire protection engineering.
With the continuous development of modern commercial buildings, large shopping malls, office buildings, hotels, hospitals, convention centers, schools, airports, and mixed-use projects, fire water supply systems are facing higher demands for water supply stability, response speed, and automated control capabilities. The high-efficiency electric fire pump system for commercial fire protection uses a high-performance electric motor to drive a centrifugal fire pump and integrates an intelligent control cabinet, pressure monitoring device, pressure tank, pipeline valves, and automatic control system. This integrated design of fire water supply equipment allows for wide application in automatic sprinkler systems, indoor and outdoor fire hydrant systems, fire pressure stabilization systems, and fixed fire water supply systems, providing continuous, safe, and reliable fire water supply for various commercial buildings. The product employs an optimized hydraulic model and high-efficiency impeller design, resulting in smoother water flow within the pump body, reduced hydraulic losses, and improved delivery efficiency. While meeting the demands of high-flow, high-lift fire water supply, it also reduces operating energy consumption, helping users achieve more economical and efficient fire system operation. High-performance electric motors feature rapid start-up, stable operation, low vibration, low noise, and high efficiency. They can quickly establish working pressure in the fire protection system and rapidly activate upon receiving a fire alarm signal or a drop in system pressure, providing a stable and continuous water supply to the fire extinguishing system and effectively enhancing fire emergency response capabilities. The intelligent control system employs automated control technology, enabling automatic start-up, automatic stop, manual control, operating status display, pressure monitoring, fault alarm, inspection operation, and data recording. The user interface is clear and intuitive, allowing managers to monitor equipment operation in real time. It can also be integrated with fire alarm systems, building automation systems, and remote monitoring platforms according to project requirements, achieving centralized management and intelligent operation of fire protection equipment and improving the overall automation level of the fire protection system. The equipment adopts a modular integrated structure design, with scientifically laid-out major components, resulting in a small footprint, high installation efficiency, and easy transportation, hoisting, and on-site commissioning. This effectively shortens the project construction cycle and reduces installation costs. The pump body is made of high-strength, wear-resistant materials, possessing excellent corrosion resistance, cavitation resistance, and long-term stable operation. Key bearings, mechanical seals, and rotating components have all undergone rigorous quality testing and durability testing, maintaining excellent performance even under long-term continuous operation, reducing maintenance frequency and extending equipment lifespan. The pressure tank effectively buffers system pressure fluctuations, prioritizing the release of stored pressure when minor pressure drops occur in the fire protection network, reducing the frequency of fire pump starts, minimizing mechanical wear, and improving system operational stability. It also effectively suppresses water hammer, protecting pipelines, valves, and other fire protection equipment. The control cabinet uses high-quality electrical components, featuring comprehensive overload protection, short-circuit protection, phase loss protection, overvoltage protection, and undervoltage protection. It can promptly alarm and take protective measures in case of abnormal operating conditions, ensuring safe and reliable equipment operation. The product can be flexibly configured with flow rate, head, motor power, and control methods according to different engineering needs, meeting various application scenarios such as large commercial complexes, high-rise office buildings, hotels, apartments, hospitals, schools, underground parking lots, rail transit, municipal public buildings, and industrial supporting fire protection systems. It can also form a complete fire water supply solution together with diesel fire pumps, fire pressure stabilizing equipment, and fire control systems. When the main power supply is normal, the electric fire pump undertakes the main water supply task, and when the system is activated, it quickly establishes fire pressure, providing a continuous and stable fire water source for fire extinguishing equipment. The equipment is manufactured with strict control over various process standards. The overall base is made of high-strength steel structure welding, possessing excellent vibration resistance and load-bearing capacity, capable of adapting to long-term fixed operating environments, while facilitating later maintenance and equipment upgrades. The modular design makes the replacement of vulnerable parts faster, reduces maintenance costs, improves equipment utilization, and creates higher long-term operational value for users. With its comprehensive advantages such as high-efficiency water supply, automatic intelligent control, stable pressure output, reliable operation, convenient maintenance, energy saving and environmental protection, and strong adaptability, the high-efficiency electric fire pump system for commercial fire protection has become an important part of modern commercial building fire water supply projects. It can provide a continuous and reliable water supply guarantee for various fire protection facilities, comprehensively improve the safety, stability and emergency response capabilities of building fire protection systems, and build a more complete and efficient fire safety protection system for commercial buildings and public facilities.