Vertical Multistage Jockey Pump Units for Continuous Fire System Pressure Stability
The dedicated vertical multistage pressure stabilizing pump unit for continuous fire protection pipeline network adopts a high-efficiency vertical multistage centrifugal pump, diaphragm pressure tank and intelligent control system. It has the advantages of automatic pressure replenishment, precise pressure stabilization, energy-saving operation, low noise and long service life. It is widely used in high-rise buildings, commercial complexes, industrial plants, hospitals, schools, data centers and fire water supply systems to provide continuous and stable pressure guarantee for fire protection pipeline networks.
In modern fire-fighting water supply systems, stable pipeline pressure is a crucial foundation for ensuring the immediate operational readiness of fire-fighting facilities. Whether in high-rise buildings, commercial complexes, industrial plants, hospitals, schools, data centers, airports, subway stations, or large warehousing and logistics centers, fire-fighting systems are mostly on standby. However, in the event of a fire, they must immediately provide the pressure and flow required by design specifications. During long-term operation, fire-fighting pipelines are affected by factors such as temperature changes, valve leaks, pipe aging, equipment testing, and system pressure fluctuations, which can gradually reduce pipeline pressure. If the pressure is not compensated in time, it will directly affect the normal operation of automatic sprinkler systems, fire hydrant systems, and other fire-fighting facilities. Therefore, dedicated vertical multistage pressure-stabilizing pump units for continuous fire-fighting pipeline pressure have emerged. This equipment integrates a vertical multistage centrifugal pump, pressure detection system, diaphragm pressure tank, intelligent control system, and piping components. Through automatic monitoring and precise pressure replenishment technology, it continuously maintains a stable pressure in the fire-fighting pipeline network, providing long-term reliable pressure assurance for modern fire-fighting systems. It is an indispensable and crucial component of fire-fighting water supply systems.
The most significant feature of vertical multistage pressure-stabilizing pump units is their ability to achieve continuous and stable pressure control in fire protection pipelines. Traditional fire protection systems often experience pressure drops during long-term standby due to factors such as minor leaks in the pipelines, water expansion or contraction caused by temperature changes, and equipment commissioning. If the pressure remains below the set value for an extended period, the fire protection equipment may not be able to meet design requirements immediately in the event of a fire. The pressure-stabilizing pump unit uses high-precision pressure sensors to monitor the pipeline status in real time. When the pressure is detected to be below the set value, the system automatically starts the pressure-stabilizing pump to replenish the pressure; it automatically stops operating once the pressure returns to the normal range. The entire process requires no manual intervention, achieving 24/7 automated management and ensuring the fire protection system remains in optimal standby condition at all times.
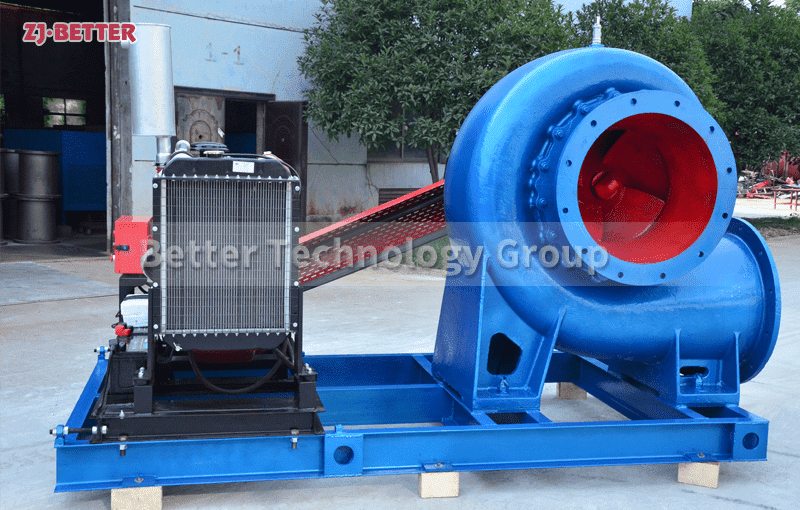
The equipment employs an advanced vertical multistage centrifugal pump structure design, which is a crucial foundation for its efficient pressure stabilization. Compared to ordinary single-stage centrifugal pumps, multistage pumps, through the series operation of multiple impellers, can achieve higher pressure output with lower motor power while maintaining high operating efficiency. The vertical structure reduces the equipment’s footprint, making it particularly suitable for the limited space in modern building machine rooms. The multi-stage impeller undergoes precise dynamic balancing and optimized hydraulic design, improving pressure stability and reducing vibration and noise, ensuring stable and reliable operation over long periods.
Precise pressure control is a key performance advantage of this product. Fire protection systems have strict requirements regarding pressure fluctuation range; excessively high pressure can affect the lifespan of pipes and valves, while excessively low pressure can impair fire extinguishing effectiveness. The pressure-stabilizing pump unit utilizes intelligent control algorithms combined with high-sensitivity pressure sensors to achieve rapid response and precise adjustment to pressure changes. The equipment automatically adjusts its operating status according to the actual pipeline network conditions, ensuring that the pressure remains within the set range. This precise control capability not only improves the reliability of the fire protection system but also helps extend the service life of the entire pipeline network.
To meet the energy-saving requirements of modern buildings, the equipment has undergone comprehensive optimization in energy efficiency design. The vertical multi-stage pump employs a high-efficiency hydraulic model design, with impellers and guide components optimized through computer fluid dynamics analysis, resulting in smoother water flow within the pump body and reduced energy loss. The high-efficiency motor, combined with the intelligent control system, automatically starts and stops operation based on actual pressure requirements, avoiding unnecessary energy consumption. For fire protection systems that are constantly on standby, this energy-saving design effectively reduces building operating costs while meeting the requirements of green building and sustainable development.
The diaphragm pressure tank is a crucial component of the pressure stabilizing unit. Its function is not only to store a certain amount of pressurized water but also to effectively buffer system pressure fluctuations. When slight pressure changes occur in the pipeline network, the pressure tank first releases or absorbs water to regulate the pressure, thereby reducing the frequent starting of the pressure stabilizing pump. The pressure stabilizing pump only starts to replenish pressure when the pressure change exceeds the set range. This not only improves the stability of system operation but also effectively reduces wear on the motor and pump body, extending equipment lifespan. The coordinated operation of the pressure tank and the pressure stabilizing pump makes the entire fire protection system more efficient and reliable.
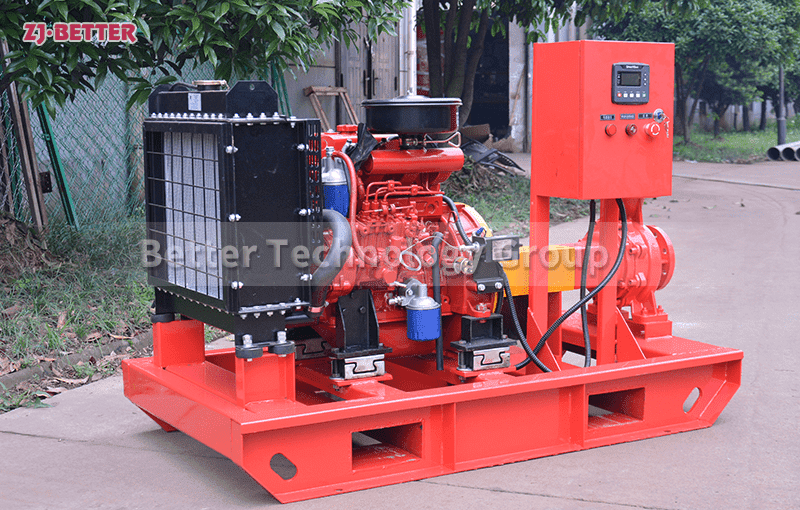
The intelligent control system provides the equipment with a higher level of automation and management. The control cabinet integrates functions such as automatic operation, manual control, fault alarm, operation recording, and status display. Operators can view pressure parameters, equipment operating status, and historical data in real time. When phase loss, overload, abnormal pressure, motor failure, or other abnormal conditions occur, the system will automatically issue an alarm signal and take protective measures according to preset programs to prevent equipment damage. Some advanced configurations also support remote monitoring and integration with building automation systems, enabling centralized management of fire protection equipment and improving overall operational efficiency.
The equipment also excels in reliability design. As a key component of the fire protection system, its operational stability directly impacts fire safety. The pump body is constructed from high-strength, corrosion-resistant materials, ensuring long-term adaptability to fire water supply environments. The bearing system utilizes high-quality components, possessing excellent load-bearing capacity and wear resistance. The mechanical seal is optimized for superior sealing performance and a long service life. The motor employs high-grade insulation materials and an advanced heat dissipation structure, meeting long-term operational requirements. The entire unit undergoes rigorous performance testing and durability verification to ensure stable operation under various complex conditions.
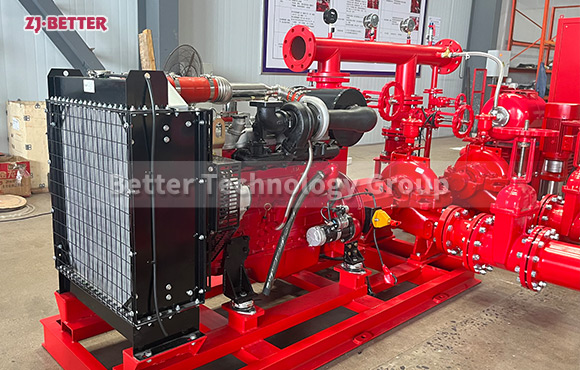
The compact, integrated design facilitates quick and easy installation. The unit integrates the vertical multistage pump, pressure tank, control cabinet, valves, and piping system onto a unified base, significantly reducing on-site installation workload. The standardized modular design not only improves installation efficiency but also reduces construction costs. For new projects, this shortens the project cycle; for renovation projects, it enables rapid system upgrades. The overall structural layout is reasonable, facilitating later maintenance and repair, and providing users with a more convenient user experience.
Low-noise operation is one of the key advantages of this equipment for modern buildings. Hospitals, schools, office buildings, and hotels have high requirements for equipment operating noise. The vertical multi-stage pressure-stabilizing pump adopts an optimized flow channel design and high-precision manufacturing process to effectively reduce hydraulic noise. A reasonable vibration-damping structure design between the motor and pump body further reduces the transmission of mechanical vibration. The equipment maintains a low noise level during operation, without significantly impacting the building’s internal environment, creating a more comfortable user experience.
In practical applications, this equipment is widely used in various fire protection systems. For high-rise buildings, it can maintain stable pressure in both high-zone and low-zone fire protection networks; for commercial complexes, it ensures that sprinkler and fire hydrant systems are always on standby; for industrial plants and warehousing and logistics centers, it can meet the pressure maintenance needs of large-area fire protection networks; for critical facilities such as data centers, hospitals, and airports, it provides more reliable fire safety guarantees. Regardless of project size, the equipment can be configured according to actual needs to meet the design requirements of different fire protection systems.
With the continuous improvement of fire protection regulations and the ongoing enhancement of building safety standards, the requirements for pressure stabilizing equipment in fire protection systems are becoming increasingly stringent. Vertical multistage pressure-stabilizing pump units, specifically designed for continuous fire protection network pressure stabilization, have become one of the core components of modern fire water supply systems due to their high-efficiency pressure stabilization capabilities, precise pressure control, energy-saving operation, intelligent management functions, and long-term reliability. They not only ensure that the fire protection network maintains its design pressure over the long term but also improve the overall reliability and response speed of the fire protection system, providing a solid guarantee for building fire safety. In the context of the rapid development of smart fire protection and intelligent buildings in the future, vertical multistage pressure-stabilizing pump units will continue to play a vital role in building safer, more stable, and more efficient fire water supply systems for various buildings and industrial facilities.