High-Temperature Resistant Fire Pumps: The Ideal Choice for Extreme Environments
High-temperature resistant fire pumps use advanced technology and high-quality materials to operate steadily in extreme heat. Their efficiency, energy-saving features, intelligent control, and durability ensure reliable fire emergency response, enhancing firefighting effectiveness and safety.
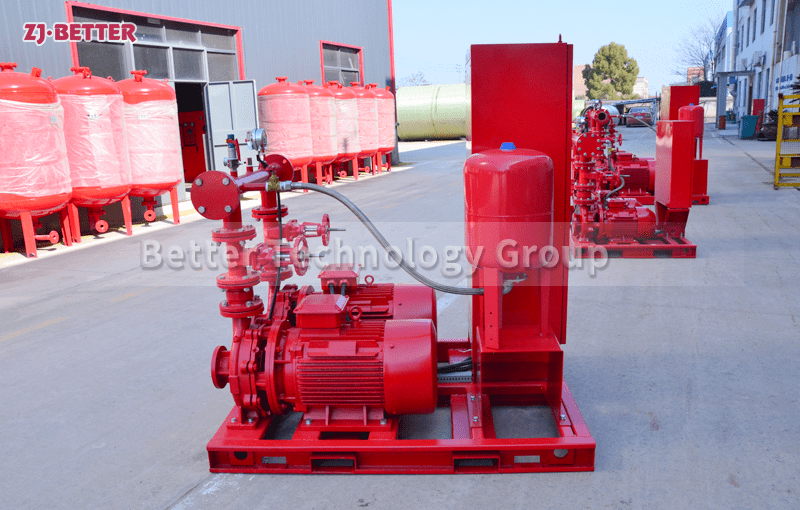
When a fire breaks out, fire pumps, as critical equipment, are directly impacting the speed and efficiency of emergency response. Especially in high temperatures and extreme environments, the performance of fire pumps determines the success of firefighting efforts. Conventional fire pumps often suffer from reduced efficiency and material damage when exposed to extreme heat, impacting the stability and reliability of the overall firefighting system. The design and technological development of high-temperature fire pumps are precisely designed to address these issues. Utilizing advanced materials and technologies, high-temperature fire pumps operate stably in high-temperature environments, providing sustained high water pressure and flow, ensuring rapid and effective firefighting. The advantages of high-temperature fire pumps lie not only in their ability to withstand high temperatures but also in their superior performance, reliability, and long lifespan.
Primarily, the most significant feature of high-temperature fire pumps is their ability to operate stably even in high-temperature environments. At a fire scene, ambient temperatures often rise dramatically, especially after a fire has spread far enough, potentially reaching hundreds of degrees Celsius. In such conditions, conventional fire pumps can overheat and malfunction, potentially preventing them from functioning properly. To meet this challenge, high-temperature fire pumps utilize high-temperature-resistant materials, such as special alloys and high-temperature plastics, that can withstand prolonged high temperatures without performance degradation. Furthermore, key components within the pump body undergo special treatment to prevent thermal expansion and deformation caused by high temperatures, thereby ensuring the pump’s stability and long-term, efficient operation.
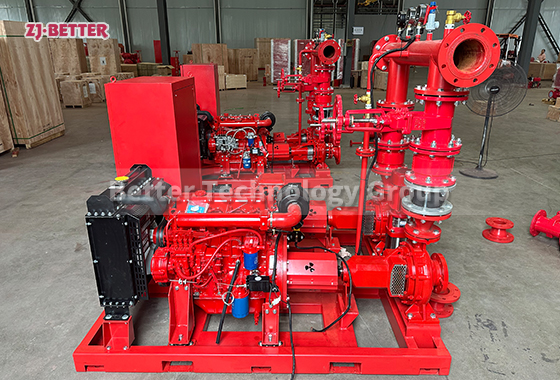
Secondly, the design of high-temperature fire pumps focuses on optimizing flow and pressure output. Efficient flow and pressure are crucial for firefighting, ensuring that water reaches every corner of the fire scene immediately and sprays high-pressure water with sufficient pressure to effectively extinguish the source. Traditional fire pumps often struggle to provide sustained and efficient water flow in extreme fire conditions due to material limitations. High-temperature fire pumps, by optimizing their pump body design, increase flow and water pressure, enabling them to maintain stable performance in high-temperature environments, unaffected by external heat.
In terms of energy efficiency, high-temperature fire pumps utilize efficient motors and variable frequency control technology, enabling flexible power output adjustments based on the needs of different fires. Frequency conversion control technology ensures smoother pump startup and operation, avoiding excessive starting current and wasted energy. Furthermore, during actual firefighting operations, the pump’s operating parameters automatically adjust based on the fire conditions on site, avoiding unnecessary energy waste and achieving both energy conservation and efficiency. Compared to traditional fire pumps, high-temperature fire pumps offer significant energy savings, significantly reducing electricity consumption during extended operation.
Furthermore, high-temperature fire pumps offer significantly improved safety and reliability. During a fire, the environment changes rapidly, and traditional equipment can malfunction or cease operation due to these short-term environmental changes. High-temperature fire pumps, however, utilize a highly reliable electrical control system and self-monitoring system that monitors the pump’s operating status in real time. If an anomaly is detected, the system immediately issues an alarm and takes appropriate protective measures, such as automatically shutting off the power or adjusting operating parameters, to prevent damage to the equipment. This intelligent control system not only improves equipment safety but also simplifies and facilitates maintenance and repair.
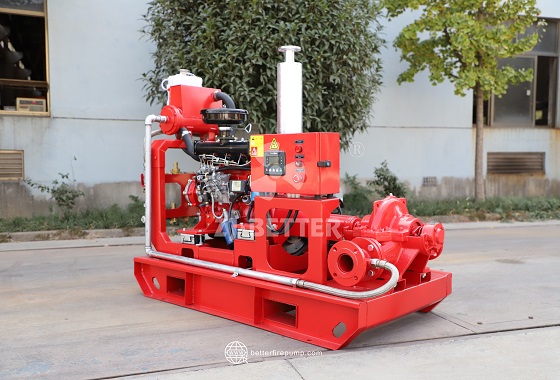
High-temperature fire pumps also offer strong corrosion and wear resistance. Especially in specialized industries like chemical plants and oil fields, fires are often accompanied by the release of harmful gases and corrosive substances. Traditional fire pumps can suffer severe performance degradation due to corrosion in such environments. To address this issue, high-temperature fire pumps utilize corrosion-resistant materials and special coatings to ensure long-term stable operation in complex environments. Furthermore, the pump body and key components of high-temperature fire pumps feature a wear-resistant design, ensuring they maintain excellent performance over time and resist wear, extending the lifespan of the equipment.
High-temperature fire pumps are also very convenient to install and maintain. Considering that fire pumps may need to be deployed quickly in emergencies, their modular and standardized design makes installation simpler and more efficient. Furthermore, all components within the pump body are easily accessible for inspection and replacement, reducing maintenance costs. High-temperature fire pump maintainability is particularly important during extended use, facilitating regular inspection and maintenance to ensure long-term reliability.
High-temperature fire pumps can also be integrated with other firefighting equipment for more efficient firefighting system management. Firefighting systems in large buildings, factories, and other locations often require numerous components. Through intelligent system integration, high-temperature fire pumps can achieve information sharing and coordinated control with fire alarm systems, sprinkler systems, and other equipment. This allows the entire firefighting system to respond quickly when a fire breaks out, automatically initiating appropriate firefighting measures and effectively improving the speed and success rate of fire extinguishing. Through integration and automation, high-temperature fire pumps not only enhance the effectiveness of individual components but also improve the coordinated operation of the entire building firefighting system.
In summary, high-temperature fire pumps, with their excellent high-temperature resistance, stable performance, energy-saving technology, and intelligent control systems, have become an indispensable component of modern firefighting systems. They not only operate stably in extremely high-temperature environments but also effectively improve firefighting efficiency, ensuring strong water pressure and flow support in emergency situations to protect lives and property. With continuous technological advancements, high-temperature fire pumps will play an increasingly important role in the future firefighting industry, providing stronger safety assurance for various buildings and industrial facilities.