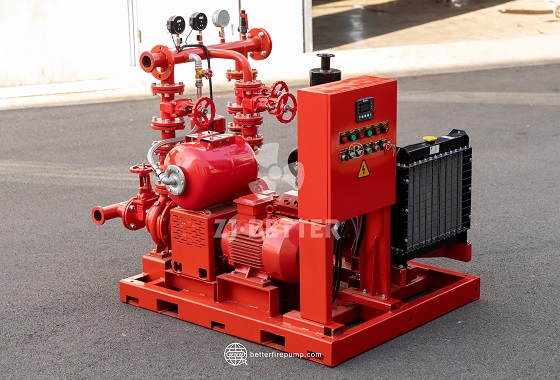
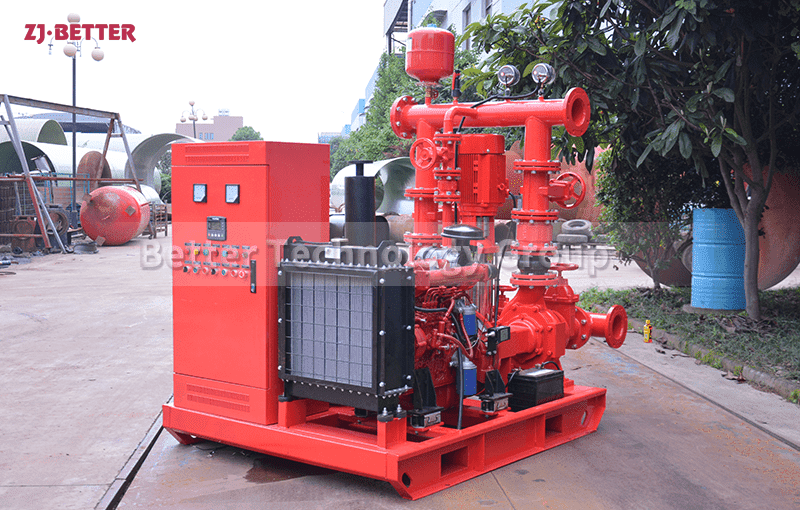
Large Flow Diesel Engine Fire Pump
The diesel engine fire pump has automatic, manual and fault self-checking functions. It can monitor the working state of the whole process, restore the function of failure start, automatic pre-lubrication and automatic restart of preheating, so that the equipment start-up is safer and more reliable. It has the functions of central control room remote control, remote control and field bus connection. The battery is fully automatic floating charge (constant current, constant voltage, trickle charge) mode to ensure that the battery is in a standby state at any time. Diesel engine fire pump is easy to use, equipped with remote instrument and instrument, which can be connected to the control center as needed, easy to install and use, and easy to maintain.
Diesel engine fire pumps have been widely used in fire diversion as fixed fire fighting equipment, especially in the case of sudden fire water supply such as lack of power supply or abnormal power supply. , fire pump, connecting device, fuel tank, radiator, battery pack, intelligent automatic control screen, etc. Diesel engine fire pump products have the characteristics of leading technology, high degree of automation, excellent performance protection function, reasonable structure, simple installation and high cost performance. At the same time, in order to meet the different needs of users and reasonable investment, the products are divided into multiple application series such as fire pumps, industrial emergency pumps, agricultural pumps, marine pumps, trailer-type mobile water pump stations, etc., which can be used together with electric fire pumps.