Engine-Driven Fire Pump Unit for Improved Initial Fire Water Supply Reliability
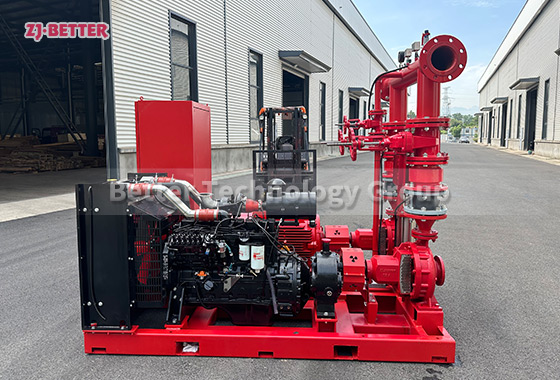
The engine-driven fire pump unit adopts an independent power design, which can start quickly and supply water continuously in the event of power failure or unstable power. It has high flow rate, high head and stable operation performance, and is widely used in fire protection systems of industrial facilities, warehousing and logistics and critical locations, significantly improving the reliability and safety of fire water supply in the early stage of a fire.
Engine-driven fire pump units are crucial equipment designed specifically for the stable operation of fire protection systems during critical moments. Their core value lies in rapidly establishing a reliable fire water supply capacity in the early stages of a fire, gaining a decisive time window for firefighting operations. These fire pump units use an engine as an independent power source, independent of external power systems. They can still start and operate normally and continuously in the event of power outages, unstable power, or sudden power failures. They are particularly suitable for industrial facilities, energy bases, large warehousing and logistics centers, chemical industrial parks, tunnel projects, airports, ports, and remote or emergency support locations with extremely high fire safety requirements. The engine-driven approach gives the entire fire pump system greater adaptability to extreme environments. Its rapid and reliable start-up process allows it to be operational immediately upon the onset of a fire, preventing the spread of fire due to delayed water supply. The structural design of these fire pump units typically employs an integrated solution, highly integrating the engine, fire pump, control system, fuel system, cooling system, and base frame. The overall layout is compact and rational, reducing the complexity of on-site installation and commissioning, and also minimizing potential failure points during system operation. The fire pump itself has been meticulously optimized in terms of hydraulic performance, possessing a high flow rate and high head output capacity. It can simultaneously meet the water demand of indoor fire hydrant systems, automatic sprinkler systems, and outdoor fire protection pipe networks. Even under high-load conditions with multiple points operating simultaneously, it can maintain stable outlet water pressure and continuous water supply capacity, thus significantly improving the reliability of the overall fire protection system. The engine, as the core power source, is selected with full consideration for the needs of long-term continuous operation, featuring high torque output, stable operation, and strong fuel adaptability. It can maintain stable operation even under full load, reducing the impact of power fluctuations on fire pump performance. The cooling system typically employs a high-efficiency heat dissipation design, effectively controlling the engine operating temperature and ensuring continuous operation in high-temperature or confined environments without performance degradation, thereby meeting the stringent requirements of long-term uninterrupted operation under fire protection conditions. The control system is a key component for achieving high reliability of the engine-driven fire pump unit. It typically supports both automatic and manual start modes, enabling rapid response to changes in pipe network pressure or external fire signals. In special circumstances, it can also be manually activated to ensure the fire pump can be promptly put into use under any conditions. The control system possesses comprehensive status monitoring and protection functions, enabling real-time monitoring of key parameters such as engine speed, oil pressure, water temperature, and pump unit operating status. It promptly issues alarms in case of abnormalities, helping management personnel take swift action to prevent damage caused by abnormal equipment operation. The engine-driven fire pump unit also reflects high standards in materials and manufacturing processes. The pump body and key pressure-bearing components are mostly made of high-strength, corrosion-resistant materials, possessing excellent wear resistance and impact resistance. This allows it to adapt to alternating periods of long-term static standby and sudden high-load operation, extending the overall service life of the unit. The base structure typically adopts an integral welded steel structure design, providing excellent rigidity and vibration resistance. This effectively absorbs mechanical vibrations generated during operation, improving the stability of the entire equipment and facilitating overall hoisting, transportation, and on-site positioning and installation. The fuel system is designed with safety and reliability in mind. Through the rational arrangement of fuel tank capacity and fuel supply pipelines, it ensures a stable and uninterrupted fuel supply during long-term operation, thereby guaranteeing the continuous power output of the fire pump. These fire pump units demonstrate exceptional environmental adaptability in practical applications. They operate stably under complex conditions such as high temperature, high humidity, and dust, and can also reliably start up in low-temperature environments through appropriate start-up and preheating designs, meeting the fire protection needs of different regions and application scenarios. For fire protection systems where reliable water supply in the initial stages of a fire is crucial, the advantages of engine-driven fire pump units are particularly prominent. Their independence from external power limitations ensures they remain available in emergency situations, providing a vital safety guarantee for the fire protection system. In summary, engine-driven fire pump units, with their independent power, highly reliable start-up performance, stable hydraulic output, and comprehensive control and protection mechanisms, can quickly establish a continuous and stable fire water supply in the early stages of a fire, effectively improving fire extinguishing efficiency and reducing the risk of fire damage. They are an indispensable piece of equipment in modern fire protection systems.