Integrated Enclosed Diesel Fire Pump Unit | Low Noise, Dustproof, and Easy Maintenance for Modern Fire Protection
The enclosed diesel engine fire pump unit offers low noise, strong dust resistance, and easy maintenance—making it ideal for hospitals, data centers, and underground facilities. A high-performance, reliable fire protection solution for modern industrial and commercial sites.
With the growing demand for safe, intelligent, and environmentally adaptable fire protection systems, the enclosed diesel engine fire pump unit stands out as a high-performance and reliable choice. Its integrated design combines a powerful diesel engine, high-efficiency fire pump, intelligent control panel, and soundproof/dustproof enclosure—making it ideally suited for environments such as hospitals, data centers, underground parking structures, commercial complexes, logistics warehouses, and other locations where noise and cleanliness are major concerns.
Compared to traditional open-type units, this enclosed pump set offers a modular configuration with an emphasis on quiet operation, environmental adaptation, and maintenance efficiency. The housing is fabricated from high-strength carbon steel, coated with multilayer corrosion-resistant paint, ensuring long-term durability even in harsh environments. The interior layout is compact yet accessible, featuring sound insulation panels, air intake/exhaust systems, and smoke discharge mechanisms that guarantee stable operation while minimizing noise and environmental impact.
The unit supports manual, electric, and automatic startup modes, along with remote monitoring and linkage control options. The centralized control panel features a user-friendly LCD interface that displays real-time operation data, including RPM, water pressure, coolant temperature, oil pressure, fuel level, and battery voltage. This allows for comprehensive system awareness and rapid decision-making during emergency scenarios.
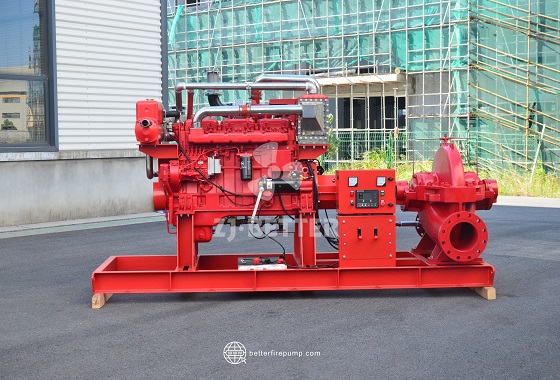
Performance-wise, the enclosed diesel fire pump is engineered for high head and large flow rate, equipped with balanced, wear-resistant impellers and precision-machined pump bodies. Users can choose from vertical inline, horizontal end-suction, or horizontal split-case pump configurations, all paired with vibration-isolated couplings to ensure efficient power transfer and smooth operation. This adaptability ensures excellent coverage for a wide range of fire protection needs.
The unit’s acoustic engineering is particularly noteworthy. Through acoustic optimization of the diesel engine’s core noise points, airflow path, and vibration dampening, combined with dense insulation materials and quiet fans, overall noise levels are kept below 80dB. This makes the unit ideal for sensitive environments where noise control is crucial.
Maintenance is simplified thanks to the multi-door design of the enclosure, allowing easy access to all service points. Wear parts such as filters, belts, and seals follow standardized specifications, making replacements cost-effective and readily available. An onboard monitoring system provides maintenance alerts and logs historical alarms, supporting preventive maintenance and system longevity.
To meet diverse operational conditions, this pump unit is available in explosion-proof, anti-freeze, anti-corrosion, and weatherproof configurations. Key parameters such as casing dimensions, inlet/outlet sizes, control logic, and voltage input can all be customized, enabling true application-based modular engineering.
In summary, the enclosed diesel engine fire pump unit is a technological and functional evolution in fire protection systems. It offers outstanding performance, long-term reliability, quiet operation, and minimal maintenance. This makes it an essential fire protection solution for modern facilities that prioritize safety, operational efficiency, and environmental integration.