Fully Automatic Diesel Engine Fire Pump for High-Head Emergency Firefighting
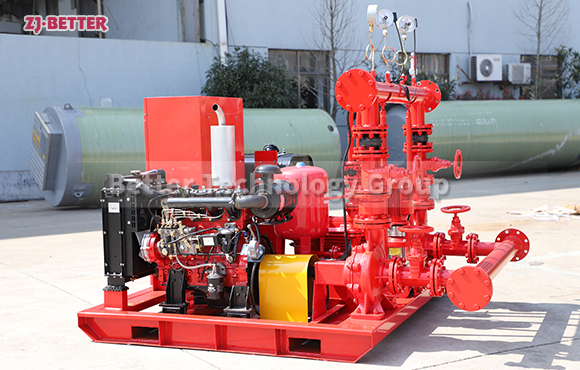
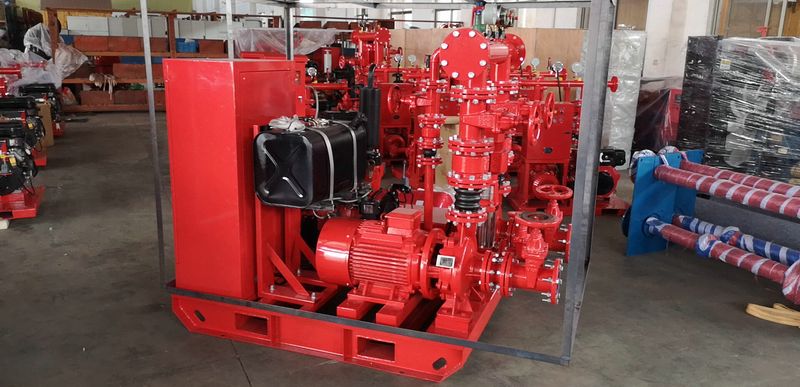
Fully Automatic Diesel Engine Fire Pump designed for high-head emergency fire water supply. Featuring independent diesel drive, automatic start control system, skid-mounted structure, durable heavy-duty construction, and reliable continuous operation. Ideal for power-free environments, industrial plants, high-rise buildings, warehouses, and municipal fire protection systems requiring dependable backup firefighting performance.
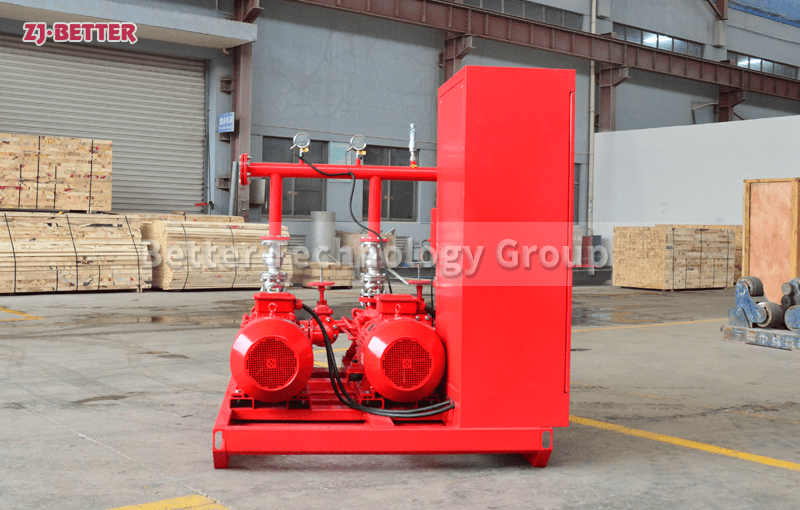
Fully automatic diesel engine fire pump sets, as high-lift emergency fire water supply equipment, play a crucial role in modern fire protection systems, especially suitable for industrial parks, petrochemical facilities, warehousing and logistics centers, high-rise buildings, ports, and municipal infrastructure where power supply is unstable or there is no main power source. This equipment uses a diesel engine as its core power source, combined with a high-performance centrifugal fire pump and intelligent control system, to achieve independent, autonomous, and stable fire water supply capabilities. In the event of a sudden fire or power outage, it can quickly start and continuously provide a high-pressure, high-flow water source, ensuring the reliable operation of the fire extinguishing system. The entire set of equipment adopts a skid-mounted integrated structure design, integrating the diesel engine, fire pump body, cooling system, fuel system, exhaust system, control cabinet, and pipeline valve components onto a heavy-duty base. The structure is compact and reasonable, installation is convenient, and transportation and on-site deployment are highly efficient, significantly shortening the project cycle. High-lift performance is one of the key advantages of this equipment. Through optimized hydraulic model and impeller design, the pump body achieves stable pressure output under high-speed drive, meeting the needs of high-rise building zoned water supply, long-distance water delivery, and high-pressure sprinkler systems. The pump body is made of high-strength cast iron or ductile iron, possessing excellent pressure resistance and impact resistance. It maintains structural stability even under long-term high-load operation, extending equipment lifespan. The impeller undergoes precision machining and dynamic balancing to ensure smooth operation, low vibration, and excellent noise control, improving overall reliability. The diesel engine utilizes a high-efficiency industrial-grade power system, featuring rapid start-up, strong power, and reasonable fuel consumption. In emergency situations, it can quickly respond and reach rated speed, ensuring the fire pump immediately establishes system pressure. The fuel system is designed for safety and reliability, equipped with a high-capacity fuel tank, supporting long-term continuous operation and meeting fire safety regulations for continuous water supply time. The cooling system employs a high-efficiency heat dissipation structure, ensuring stable engine operation even in high-temperature environments and preventing performance degradation due to overheating. The exhaust system is rationally designed to reduce noise and improve overall operational safety. The fully automatic control system is one of the core technological highlights of this diesel fire pump set. The control cabinet integrates automatic start-up, automatic shutdown, pressure monitoring, fault alarm, battery charging management, and remote signal interface functions. When the system detects that the pipeline pressure is lower than the set value, the equipment can automatically start and enter a stable operating state without manual intervention. When the pressure returns to normal or reaches the set conditions, it can enter standby mode according to logic control. The control system also has multiple safety mechanisms, including low battery pressure protection, overspeed protection, low oil pressure alarm, and high water temperature protection, improving the overall operational safety level. The equipment base adopts a high-strength steel structure welded design, which is rigid and stable, effectively absorbing operating vibrations and ensuring stable operation of the entire unit under continuous high load conditions. The flange-connected inlet and outlet interfaces facilitate quick connection with the fire pipeline network, reducing on-site construction complexity. This equipment is particularly suitable as a backup power unit for the main pump system. When the electric fire pump fails due to power failure or malfunction, the diesel fire pump set can immediately take over the water supply task, forming a reliable dual-protection mechanism. Its high head output capacity makes it particularly outstanding in high-rise buildings and large industrial parks, maintaining a stable water supply even under conditions of significant pipeline pressure loss. The entire unit undergoes rigorous performance testing before leaving the factory, including flow rate testing, head testing, load operation testing, and automatic control function testing, ensuring that all performance indicators meet design standards. The skid-mounted structure not only facilitates installation and relocation but also facilitates subsequent maintenance and repair. The rational layout of key components provides ample maintenance space, reducing maintenance costs. The equipment can be customized to meet different project requirements, including different flow rate specifications, head levels, and control system function expansions, satisfying diverse fire protection engineering needs. In long-term standby environments, this diesel fire pump set exhibits excellent reliability and stability, maintaining consistent performance during regular trial runs to ensure no start-up failures or insufficient pressure issues occur during critical moments. Its independent power advantage makes it an ideal fire water supply solution for areas without power or with unstable power supply, and it is also an indispensable backup power core device in large building fire protection systems. By combining high-performance diesel engine drive with optimized hydraulic structure design, this fully automatic diesel fire pump unit demonstrates excellent stability and continuous operation capability in high-lift emergency water supply scenarios. It builds a reliable, durable and safe fire water supply guarantee system for various complex environments, provides strong and stable fire extinguishing power support at critical moments, and plays a key role in protecting life and property safety.