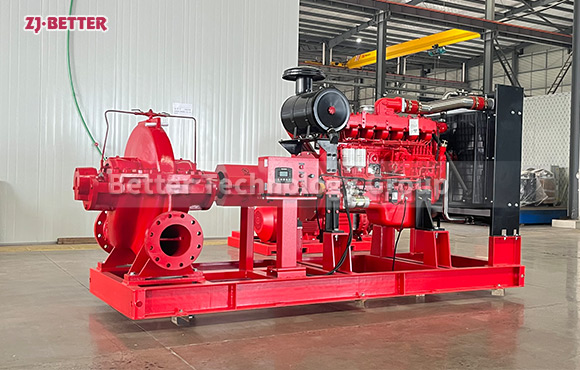
Double Suction Diesel Fire Pump for High-Efficiency Large Capacity Firefighting
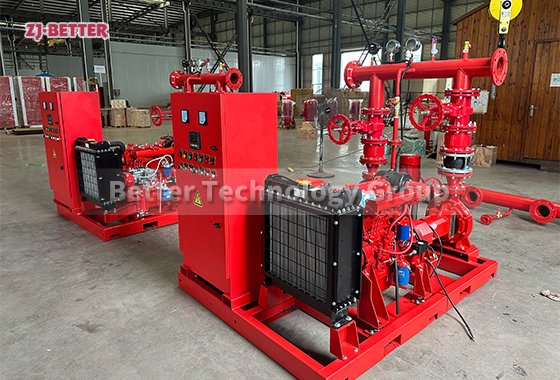
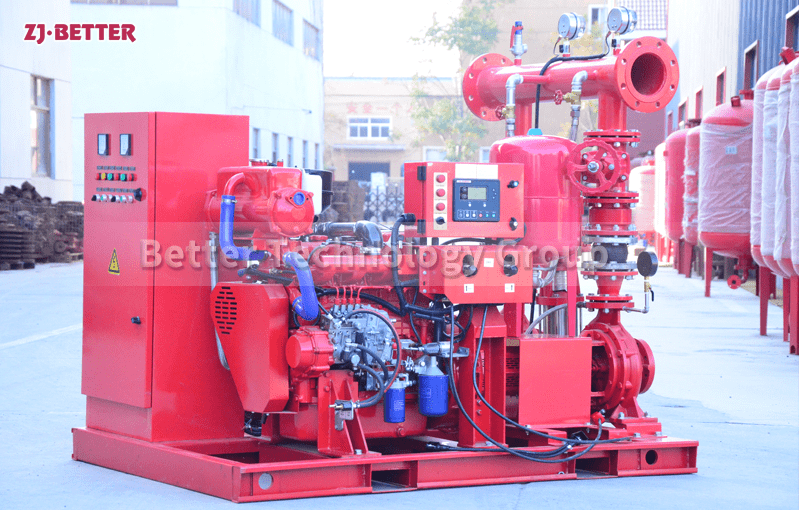
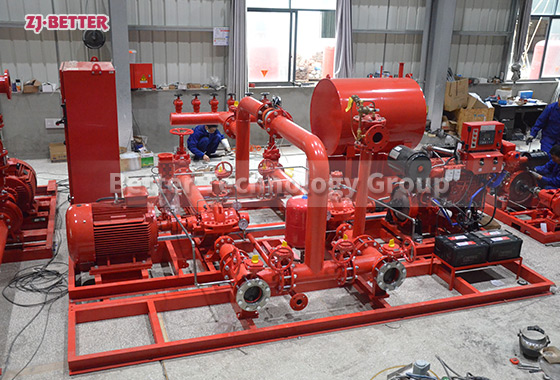
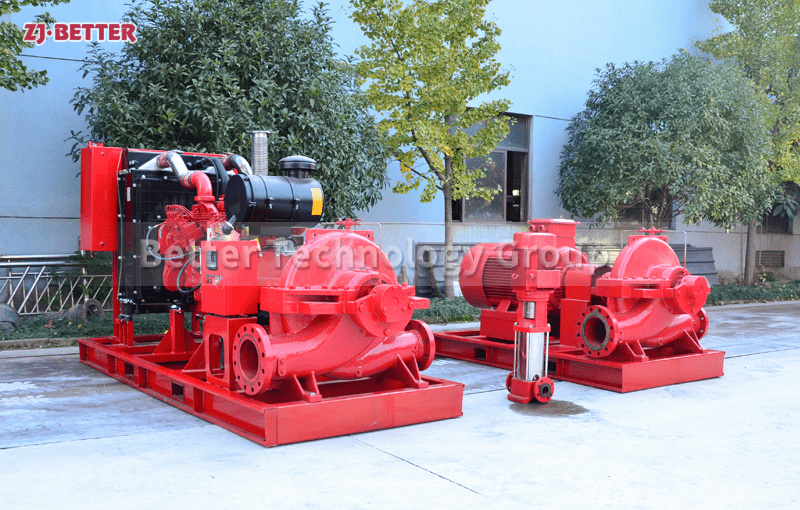
Double Suction Diesel Fire Pump designed for high-efficiency, large-capacity firefighting applications. Featuring balanced dual-inlet impeller design, high-flow performance, stable high-pressure output, heavy-duty construction, and automatic diesel engine drive. Ideal for industrial plants, petrochemical facilities, municipal projects, ports, warehouses, and large-scale fire protection systems requiring reliable emergency water supply.
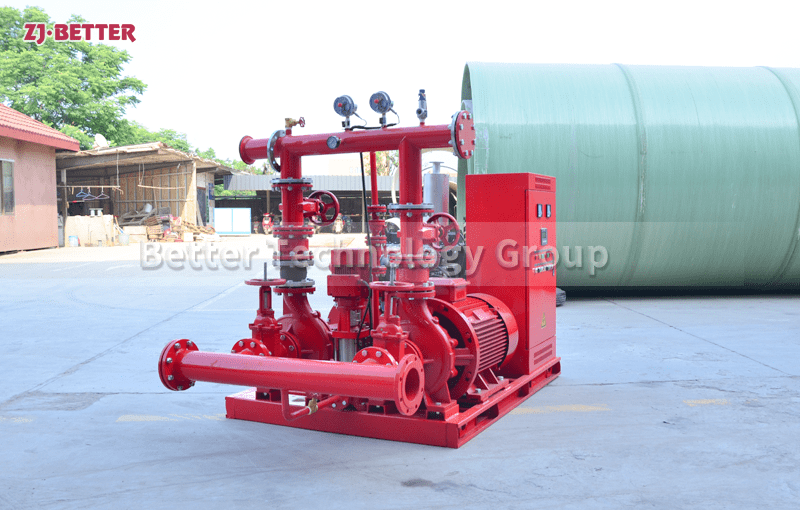
The dual-suction diesel fire pump, a core component of high-efficiency, high-flow-rate fire protection power solutions, is designed specifically for industrial-grade fire water supply systems and fire suppression needs in large building complexes. It plays a crucial role in petrochemical bases, power facilities, ports and wharves, large-scale warehousing and logistics parks, municipal water supply projects, and high-rise complexes. This equipment employs a dual-suction centrifugal structure design, with water entering from both sides of the impeller simultaneously. Compared to traditional single-suction structures, this significantly improves water intake capacity and flow output, achieving higher efficiency while maintaining a lower risk of cavitation. It is particularly suitable for fire protection systems with stringent requirements for high flow rates and stability. The dual-suction structure allows water to enter symmetrically from both ends of the impeller, effectively balancing axial forces, reducing bearing load, improving operational stability, and extending the overall service life of the equipment. Combined with a diesel engine drive, this equipment can operate independently even in environments without power or with unstable power, becoming a vital support for fire protection systems in critical locations. The diesel power system boasts advantages such as rapid start-up, strong power, and stable continuous output. In the event of a sudden fire, it can automatically start and quickly reach rated speed, ensuring the fire pump establishes the required pressure and flow rate in a short time, guaranteeing the timely deployment of the fire suppression system. The high-efficiency hydraulic model is optimized for smooth internal flow, reducing hydraulic losses and turbulence, improving overall operating efficiency, and maintaining stable pressure output even under high flow conditions, avoiding pipeline impact caused by flow fluctuations. The pump body is made of high-strength cast iron or ductile iron, possessing excellent pressure and impact resistance, capable of withstanding long-term high-load operating environments, and exhibiting good corrosion resistance to adapt to complex water quality conditions. The impeller undergoes precision machining and dynamic balancing to maintain low vibration and low noise during high-speed rotation, reducing wear on bearings and sealing systems. The pump shaft is made of high-strength alloy steel, and after tempering and precision machining, it possesses excellent fatigue resistance, maintaining stable concentricity and structural strength during continuous operation. The sealing system can be configured with high-performance mechanical seals or packing seals according to different project requirements, ensuring reliable sealing performance, effectively preventing leakage, and improving operational safety. The bearing system adopts a heavy-duty design and is equipped with a complete lubrication system to reduce friction loss and extend equipment service life. The entire system adopts a skid-mounted base structure design, integrating the diesel engine, dual-suction pump body, cooling system, fuel system, exhaust system, and control system onto a single base. This compact and rational structure facilitates easy installation and high efficiency in transportation and on-site deployment. The cooling system features a high-efficiency heat dissipation design, ensuring the diesel engine maintains stable operation under high-temperature or prolonged operating conditions. The fuel system has ample capacity, supporting continuous water supply for extended periods, meeting fire safety regulations for continuous operation time. The automatic control system integrates functions such as pressure monitoring, automatic start-up, automatic shutdown, fault alarm, battery charging management, and remote signal interface. When the pipeline pressure drops to a set value, the equipment automatically starts and enters a stable operating state without manual intervention, improving system response speed and reliability. The control system also features low oil pressure protection, high water temperature protection, overspeed protection, and battery voltage monitoring functions, providing multiple safety mechanisms to ensure safe equipment operation. Another advantage of the dual-suction structure is its convenient maintenance. The pump body typically uses a split design, allowing maintenance of the internal impeller and sealing components without disassembling the inlet and outlet pipelines, significantly reducing downtime and maintenance costs. Before leaving the factory, this equipment undergoes rigorous performance testing, including flow rate testing, head testing, load operation testing, and automatic control function testing, ensuring that each unit meets its design performance specifications. Its high flow rate output makes it particularly outstanding in large industrial parks and municipal projects, maintaining stable pressure even when supplying water to multiple fire zones simultaneously. Its high-efficiency design reduces fuel consumption and improves operational economy while ensuring performance. The independent diesel drive makes it an ideal backup power unit for electric fire pump systems, immediately taking over water supply in the event of main power failure, forming a dual-protection mechanism. Its powerful output, stable pressure performance, and continuous operation capability make it excellent in long-distance water delivery, high-rise building water supply, and large-area fire suppression scenarios. Through the combination of a dual-suction high-efficiency structure and a diesel power system, this fire pump provides continuous, reliable, and powerful fire water supply support in complex working conditions, responding quickly and operating stably in critical moments, providing a solid guarantee for the safety of life and property, and is an indispensable core piece of equipment in large-scale industrial and municipal fire protection systems.