High Performance Diesel Engine Fire Pump System for Commercial and Industrial Fire Protection is designed to provide a reliable and efficient water supply solution for modern fire protection systems used in commercial complexes, industrial plants, warehouses, logistics centers, high-rise buildings, power stations, petrochemical facilities, and municipal infrastructure projects. In many fire protection scenarios, especially in large industrial environments or remote locations where electrical power supply may be unstable or unavailable during emergencies, a diesel engine driven fire pump system becomes an essential component of the overall fire protection infrastructure. This type of fire pump system integrates a high-efficiency centrifugal pump, a powerful diesel engine, a precision control panel, a cooling system, a fuel supply system, and a durable base frame, forming a complete and independent firefighting water supply unit capable of operating automatically and continuously under demanding conditions. The core advantage of a diesel engine fire pump system lies in its independence from the electrical grid, which ensures that the system can operate immediately even during power outages caused by fire incidents, electrical faults, or natural disasters. When the fire protection system detects a pressure drop in the pipeline network or receives a start signal from the fire control system, the diesel engine automatically starts within seconds, driving the pump to deliver high-pressure water to sprinkler systems, fire hydrant networks, foam systems, or other firefighting equipment. This rapid response capability is critical in minimizing fire damage and protecting human life and valuable property. The hydraulic design of the centrifugal pump used in the system adopts advanced fluid dynamics technology to achieve high efficiency, stable flow performance, and low vibration during operation. The optimized impeller and volute structure improve water flow efficiency, allowing the pump to deliver a large volume of water with consistent pressure while reducing energy loss. This design also enhances the overall reliability of the system, ensuring that the fire pump can maintain stable performance during prolonged firefighting operations. The diesel engine used in the system is selected for its durability, strong torque output, and excellent fuel efficiency, enabling the pump to operate under heavy load conditions for extended periods without performance degradation. In addition, the engine is equipped with an advanced cooling system that maintains optimal operating temperature even during continuous high-intensity use, ensuring reliable operation in both high temperature and harsh environmental conditions. Another key feature of the diesel engine fire pump system is its intelligent control and monitoring capabilities. The control panel is designed to monitor critical operating parameters such as engine speed, oil pressure, coolant temperature, battery voltage, and pump pressure in real time. This monitoring system helps operators quickly detect abnormal conditions and take corrective actions to maintain system stability. The control system also supports automatic start, manual start, and emergency start functions, providing flexibility for different operational requirements. In many installations, the system can also be connected to a building fire alarm or fire control system, enabling automatic activation when a fire emergency occurs. The structural design of the fire pump system focuses on durability and ease of maintenance. The entire unit is mounted on a heavy-duty steel base frame that ensures structural stability and vibration resistance during operation. Anti-corrosion coatings are applied to key components to protect against rust and environmental damage, especially in humid or outdoor environments. The pump casing, impeller, and shaft components are manufactured using high-strength materials that provide excellent wear resistance and long service life, even when handling large volumes of water under high pressure. Maintenance accessibility is also an important consideration in the design of the diesel engine fire pump system. The layout of components such as the engine, pump, control panel, and fuel tank is arranged to allow easy inspection, servicing, and part replacement. This user-friendly design significantly reduces maintenance time and operational costs while improving system reliability over the long term. Fuel efficiency is another advantage of modern diesel engine fire pump systems. The engine management system optimizes fuel consumption while maintaining sufficient power output, ensuring that the pump can run for extended periods during firefighting operations without excessive fuel usage. In emergency situations where continuous operation is required, this feature provides a critical advantage by ensuring a stable water supply until the fire is fully controlled. The diesel engine fire pump system is also designed with safety and redundancy features to guarantee reliable performance during critical moments. Dual battery starting systems are commonly used to ensure that the engine can start successfully even if one battery fails. Additionally, automatic charging devices maintain battery readiness at all times, ensuring immediate engine startup when required. Alarm systems and protection mechanisms are integrated into the control panel to alert operators in case of abnormal engine temperature, low oil pressure, overspeed conditions, or other potential issues, helping prevent equipment damage and ensuring safe operation. In commercial buildings such as shopping centers, office towers, hotels, hospitals, and residential complexes, a diesel engine fire pump system plays a vital role in maintaining adequate pressure in fire sprinkler and hydrant systems. During a fire emergency, the system quickly supplies large volumes of water to multiple floors and fire protection zones, enabling firefighters and automatic suppression systems to respond effectively. In industrial facilities such as manufacturing plants, chemical factories, oil depots, and logistics warehouses, the system provides a powerful and reliable water supply capable of handling high-risk fire hazards. Its ability to operate independently from electrical infrastructure makes it particularly valuable in facilities where fire incidents may disrupt power systems. Municipal infrastructure projects also benefit from the installation of diesel engine fire pump systems in fire stations, water supply facilities, and emergency response networks. These systems serve as a reliable backup water supply source that can support firefighting operations in large urban areas or remote regions where immediate electrical power may not be available. The adaptability of the diesel engine fire pump system allows it to be configured for a wide range of capacities and pressure requirements, making it suitable for small commercial installations as well as large-scale industrial fire protection systems. Engineers can customize pump size, engine power, and control configurations according to project specifications, ensuring optimal performance for each application. In addition to performance and reliability, modern diesel engine fire pump systems are designed to meet international fire protection standards and engineering requirements. Strict manufacturing processes and quality control measures ensure that each component meets the demanding operational standards required for fire protection equipment. This commitment to quality ensures that the fire pump system can perform reliably during emergency situations when system failure is not an option. With the continuous development of fire protection technology and increasing safety requirements in modern infrastructure projects, diesel engine driven fire pump systems have become an indispensable component of comprehensive fire safety strategies. Their ability to deliver high pressure, high flow water supply independently of electrical power makes them one of the most reliable solutions for emergency firefighting operations. By combining powerful diesel engine performance, advanced pump hydraulics, intelligent control systems, and durable structural design, the high performance diesel engine fire pump system provides a dependable and efficient solution for protecting lives, buildings, and industrial assets from fire hazards. Through stable operation, rapid response capability, and long service life, this type of fire pump system ensures that fire protection infrastructure remains ready to respond at any moment, delivering the performance and reliability required in critical fire emergency situations.
Home » Fire Pump Set » High Performance Diesel Engine Fire Pump System for Commercial and Industrial Fire Protection
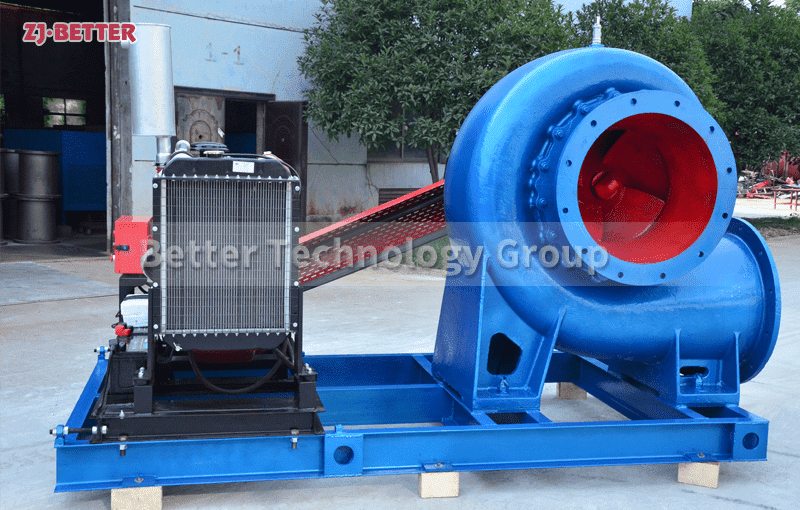
High Performance Diesel Engine Fire Pump System for Commercial and Industrial Fire Protection
High-performance diesel engine fire pump designed for reliable emergency firefighting water supply. Features stable operation, strong pressure output, automatic control, corrosion-resistant structure, and efficient performance for industrial facilities, commercial buildings, warehouses, and municipal fire protection systems. Ideal for applications requiring dependable firefighting water pressure and rapid response in critical fire emergencies.
Contact US
Get Price
Share:
Content
Inquiry
More Fire Pump Set