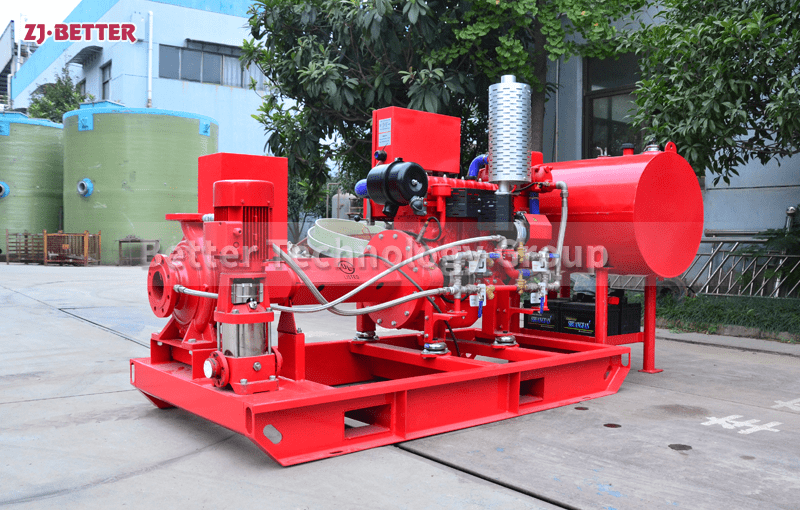
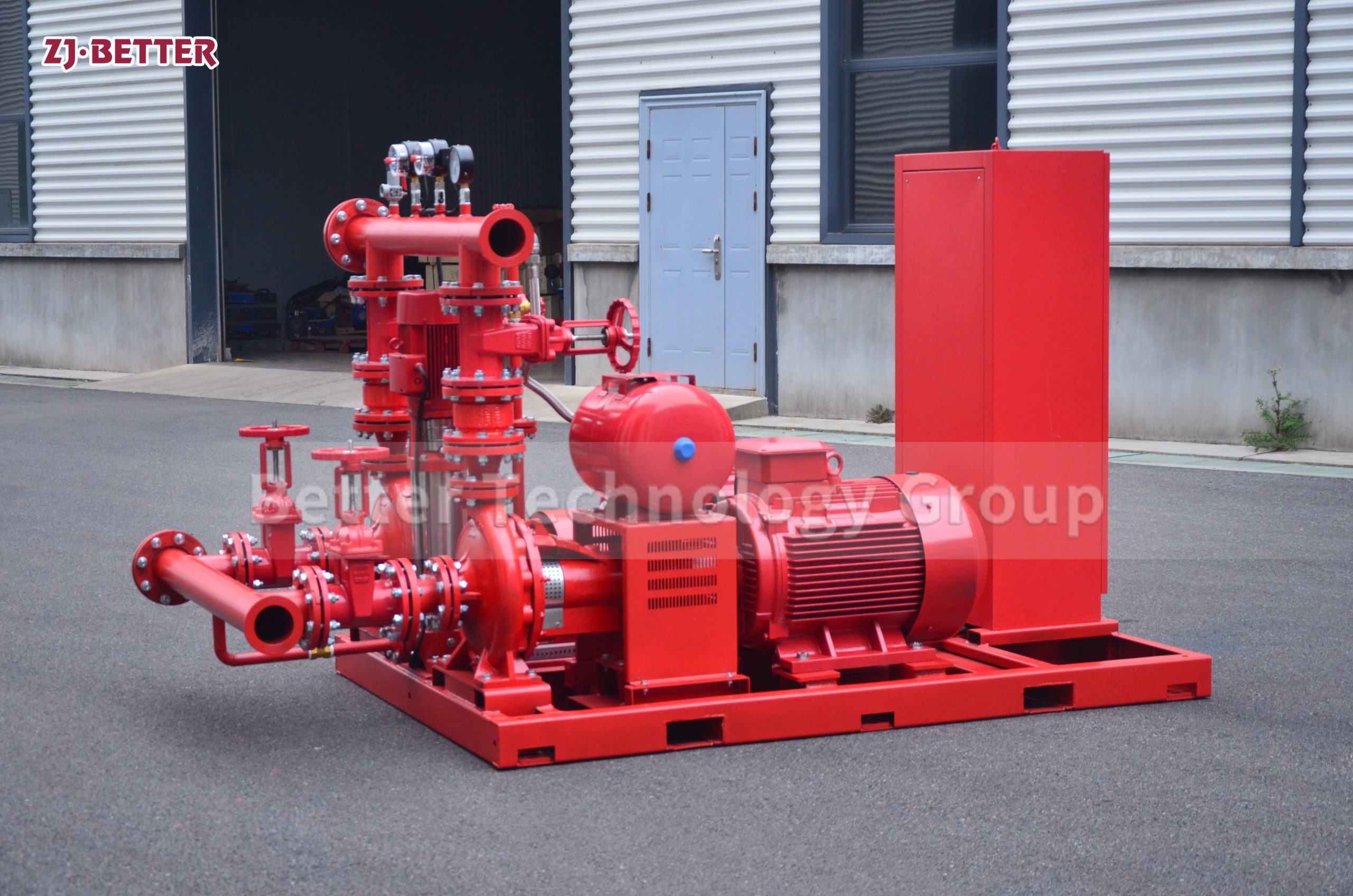
High-Efficiency Centrifugal Diesel Fire Pump System for Improved Flow and Pressure
The high-efficiency centrifugal diesel fire pump system has strong power and high flow and high pressure output capabilities, supports stable operation in power outage environments, and is suitable for water supply needs in industrial, municipal and critical fire protection projects.
High-efficiency centrifugal diesel fire pump systems, with enhanced flow and pressure output performance, are core fire-fighting equipment developed to meet the higher demands of modern fire protection engineering for high-intensity water supply capacity and adaptability to extreme environments. This system deeply integrates a high-performance diesel engine with an optimized centrifugal pump structure, achieving efficient coordination from power output to hydraulic delivery through an integrated base, intelligent control cabinet, and comprehensive piping system. It can continue to operate stably even in the event of power outages or unstable power supply, and is widely used in critical fields such as petrochemicals, power facilities, industrial parks, warehousing and logistics, high-rise buildings, and municipal fire protection systems—places with extremely high fire safety requirements. In such scenarios, equipment not only needs rapid response capabilities but also must maintain stable and reliable water supply performance during prolonged high-load operation. This high-efficiency centrifugal diesel fire pump system meets this requirement through multifaceted optimized design. Regarding the power system, the equipment uses a high-performance diesel engine as its drive core, featuring high output torque, stable operation, and strong adaptability. It can quickly start and enter working status in emergencies. Furthermore, the diesel power system does not rely on external power sources, allowing the equipment to operate independently even during power outages or grid failures. This characteristic is particularly crucial in fire emergency scenarios, ensuring the restoration of water supply capacity in the shortest possible time, buying precious time for firefighting operations. In terms of hydraulic performance, the core centrifugal pump of the system adopts an optimized impeller design and flow channel structure. Through precise calculations and fluid dynamics optimization, the water flow inside the pump body is smoother, significantly reducing energy loss. This allows for higher flow rate and greater head output under the same power conditions. This design not only improves water supply efficiency but also enables the equipment to adapt to various complex working conditions, providing stable and reliable pressure support for both long-distance water transmission and high-rise water supply needs. The optimized design also effectively reduces the risk of cavitation and improves operational stability. Regarding the overall structural design, the system uses an integrated base that houses the diesel engine, centrifugal pump, control cabinet, and piping assembly. The components are rationally arranged, resulting in a compact and highly stable equipment structure that effectively reduces vibration and noise during operation. The robust base structure provides excellent impact and deformation resistance, making the equipment safer and more reliable during transportation and installation. Furthermore, the rational spatial layout facilitates maintenance and repair, reducing the difficulty of later maintenance. Regarding the control system, the equipment is equipped with an intelligent control cabinet that uses multiple sensors to monitor the system’s operating status in real time, including key parameters such as pressure, temperature, and speed. It can promptly issue alarms and take protective measures when abnormalities are detected. The system also supports automatic start-up functionality; it will activate when the fire hydrant pressure drops or upon receiving a start signal. In this situation, the equipment can respond and start operating quickly, thereby achieving efficient automated management and significantly improving the overall response speed and reliability of the fire protection system. Regarding the cooling system, to ensure the stability of the diesel engine under prolonged high-load operation, the equipment is equipped with a high-efficiency heat dissipation device. Through optimized radiator and air duct design, the engine is kept within a suitable operating temperature range, thus avoiding performance degradation or equipment damage due to overheating. This design allows the system to maintain good performance even under high-temperature environments or continuous operation conditions. In terms of energy saving and economy, although the diesel power system is characterized by high output, by optimizing combustion efficiency and power matching, fuel utilization is improved. The system achieves significant improvements, reducing fuel consumption while ensuring high-performance output. Its efficient hydraulic design minimizes unnecessary energy loss, lowering overall operating costs and ensuring good economic efficiency over long-term use. In terms of reliability, the system employs high-quality materials and rigorous manufacturing processes, giving key components excellent wear and corrosion resistance, enabling it to withstand complex environments such as high humidity, high temperature, and dust. Furthermore, by reducing system connection points and optimizing structural design, potential failure risks are reduced, ensuring stable operation over extended periods. Regarding installation and maintenance, the system design fully considers on-site construction and subsequent maintenance needs. Its modular structure allows for efficient installation… It can be quickly installed and put into use, and the layout of key components is reasonable, facilitating daily inspection and maintenance, thereby reducing downtime and improving system availability. In terms of application scope, the high-efficiency centrifugal diesel fire pump system is widely applicable to various fire-fighting scenarios requiring highly reliable water supply, including industrial production facilities, large warehousing centers, transportation hubs, and municipal water supply systems. In these scenarios, the equipment can not only rapidly provide a large flow of water during a sudden fire, but also maintain stable output during long-term operation, providing continuous protection for the fire-fighting system. From a system safety perspective, the equipment, through multiple protection mechanisms and a highly reliable design, ensures stable operation even under various complex working conditions. The system ensures uninterrupted water supply during critical moments, providing a solid guarantee for the safety of personnel and property. In summary, the high-efficiency centrifugal diesel fire pump system, through the organic combination of powerful performance, efficient hydraulic design, intelligent control, and robust structure, achieves a comprehensive improvement in flow and pressure output performance. It not only meets the high-performance water supply requirements of modern fire protection engineering but also demonstrates excellent adaptability and reliability in complex environments. It is an indispensable piece of equipment in various critical fire protection systems. With the continuous development of fire protection technology in the future, this type of system will continue to play an important role, providing more efficient, safe, and reliable fire water supply solutions for various engineering projects.