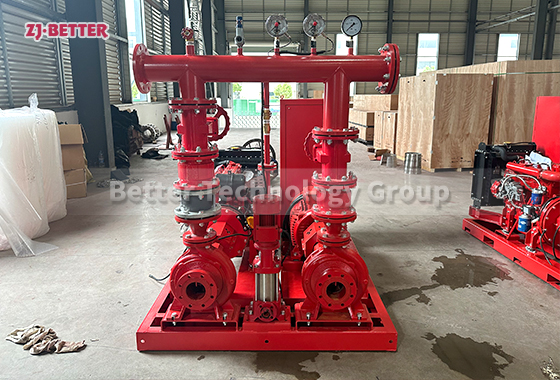
Multi-Function Diesel Fire Pump Unit for Pressure Regulation and High Flow Supply
The multi-functional diesel fire pump unit integrates pressure regulation and high-flow water supply, and has the advantages of automatic control, stable operation and independent power. It is widely used in industrial and emergency fire protection systems.
With the continuous upgrading of modern fire protection engineering systems, fire water supply equipment not only needs to have rapid response capabilities, but also must achieve stable operation and continuous water supply under complex working conditions. Especially in industrial parks, petrochemical plants, large-scale warehousing and logistics bases, and infrastructure construction projects, once a fire occurs, it is often accompanied by high-load operation requirements and long-term continuous water supply requirements. This places higher demands on fire pump systems. Traditional single-function fire pump equipment can no longer meet the comprehensive needs of pressure regulation, automatic control, and large-flow water supply. Therefore, multi-functional diesel fire pump units have gradually become one of the core equipment in modern fire protection systems. This type of equipment integrates diesel power systems, high-efficiency centrifugal pumps, pressure regulating devices, and intelligent control systems to achieve full-process coverage from daily pressure stabilization to emergency large-flow water supply, providing more reliable and efficient water supply guarantees for fire protection systems. The core advantage of the multi-functional diesel fire pump unit lies first in its integrated functionality. The equipment highly integrates the main pump, pressure regulation system, and control system. Under normal operating conditions, the system maintains stable pipeline pressure through the pressure regulation device, preventing frequent main pump starts due to minor leaks or pressure fluctuations, thus effectively reducing energy consumption and mechanical wear. In the event of a fire or a rapid drop in system pressure, the diesel engine drives the main pump to quickly start and output a large flow rate and high head of water, ensuring sufficient water supply to the fire protection system at critical moments. This automatic switching mechanism from pressure stabilization to main pump water supply ensures the system remains efficient and stable under different operating conditions. Regarding the power system, the unit uses a diesel engine as the primary drive source, enabling independent operation. It can complete startup and continuous water supply tasks without relying on an external power system. This characteristic is particularly important during power outages or extreme environments, ensuring the fire protection system remains available at all times. The diesel power system offers advantages such as rapid startup, stable output, and strong environmental adaptability, maintaining good performance in high-temperature, low-temperature, and dusty environments, thus meeting the needs of various complex application scenarios. In terms of hydraulic performance, the multi-functional diesel fire pump unit uses a high-efficiency centrifugal pump as its core water delivery equipment. Through optimized impeller structure and flow channel design, it effectively combines high flow rate and high head, ensuring water supply capacity while reducing energy loss, thereby improving overall operating efficiency. Its powerful water delivery capacity can meet the needs of long-distance water supply and fire protection in high-rise buildings, ensuring sufficient pressure to support the normal operation of fire extinguishing equipment even at the most unfavorable points. Simultaneously, the equipment exhibits good stability during long-term continuous operation, providing a continuous and reliable water source for fire extinguishing operations. Regarding pressure regulation, this type of unit achieves precise control of system pressure through the configuration of pressure tanks or pressure stabilizing devices. Under normal operating conditions, the pressure stabilizing system automatically adjusts pressure fluctuations, maintaining the pipeline pressure within the set range, thereby improving system operational stability and reducing losses caused by frequent equipment start-ups and shutdowns. This pressure management mechanism not only improves the overall efficiency of the system but also extends the service life of the equipment. In terms of the control system, the multi-functional diesel fire pump unit is equipped with an advanced intelligent control cabinet. Through real-time monitoring of pressure, flow, diesel engine operating status, and overall system operation, it can achieve automatic start-up and shutdown and multi-device linkage control. When the system pressure drops or a fire alarm signal is received, the control system can start the diesel engine and drive the water pump to work in a very short time. At the same time, it can adjust the operating parameters according to actual needs to achieve rapid response and stable water supply. After the pressure returns to normal, the system can automatically adjust the operating mode or stop operating to achieve energy saving. In addition, the control system also has multiple safety protection functions, including low oil pressure protection, high temperature protection, overload protection, and fault alarm. When the equipment is operating abnormally, it can take timely measures to prevent the fault from spreading and ensure the safe operation of the system. In terms of structural design, these units typically adopt a skid-mounted integrated structure, mounting the diesel engine, water pump, pressure regulating device, control system, and piping components all on a steel base. This results in a compact and rationally laid-out structure, facilitating transportation and on-site installation. The equipment undergoes overall commissioning and performance testing before leaving the factory, requiring only foundation fixing and simple connections on-site for immediate use. This significantly shortens the construction cycle and reduces installation costs. This design is particularly suitable for projects requiring rapid deployment or emergency scenarios. Furthermore, the base structure possesses excellent seismic resistance, effectively reducing the impact of vibration on the equipment during operation, thereby enhancing system stability and durability. Regarding operational reliability, the multi-functional diesel fire pump unit exhibits superior performance. Its key components are manufactured using high-quality materials and undergo rigorous testing and inspection, maintaining stable output during long-term operation. The system supports multiple unit configurations, enabling parallel operation in large projects to achieve greater flow output. Redundancy design enhances system safety, ensuring uninterrupted fire water supply in the event of a fault in one unit. In terms of maintenance and upkeep, this type of equipment also has significant advantages. Its modular design makes each functional unit relatively independent, facilitating inspection and replacement. The maintenance process for the diesel engine is mature, and routine maintenance tasks such as changing engine oil, checking the fuel system, and cleaning the air filter can be completed quickly, thereby reducing downtime and improving equipment availability. At the same time, the addition of a pressure regulation system reduces the operating frequency of the main pump, thereby reducing wear and extending the service life of the equipment and effectively reducing long-term maintenance costs. In terms of environmental adaptability, the multi-functional diesel fire pump unit can adapt to a variety of complex environments, including high temperature, high humidity, dusty, and corrosive environments. It can also be configured with rainproof, dustproof, and anti-corrosion measures according to actual needs, enabling the equipment to operate stably in harsh environments. For cold regions, a preheating device can be added to improve the low-temperature starting performance of the diesel engine, ensuring that the equipment still has good working capabilities under extreme climatic conditions. In practical applications, these units are widely used in petrochemical, power, mining, port terminals, large-scale warehousing and logistics centers, and municipal infrastructure projects. Through their integrated pressure regulation and high-flow water supply advantages, they effectively improve the overall performance of fire protection systems, enabling rapid response and continuous supply of sufficient water during fires, providing a solid guarantee for firefighting efforts. Their automated operation and low maintenance costs also bring higher economic benefits to users. With the continuous development of fire protection technology and the increasing demands of applications, multi-functional diesel fire pump units are also undergoing continuous optimization and upgrading. By introducing remote monitoring systems to achieve real-time management of equipment operating status, optimizing control algorithms to improve system response efficiency, and improving hydraulic design to further enhance water supply capacity, the equipment’s performance and reliability are continuously improved. Overall, multi-functional diesel fire pump units, through the organic combination of diesel power systems, efficient hydraulic design, pressure regulation mechanisms, and intelligent control systems, achieve a comprehensive improvement in the response speed, stability, and safety of fire water supply systems. They not only meet the fire protection needs in complex environments but also provide a more efficient and reliable solution for modern fire protection engineering, playing a vital role in protecting human lives and reducing fire losses.