Energy-Efficient and Reliable Diesel Fire Pump System for High-Risk Applications
BETTER diesel fire pump system is energy-efficient and highly reliable, engineered for high-risk applications like petrochemical plants and power stations. NFPA20-compliant and ideal for off-grid emergency use.
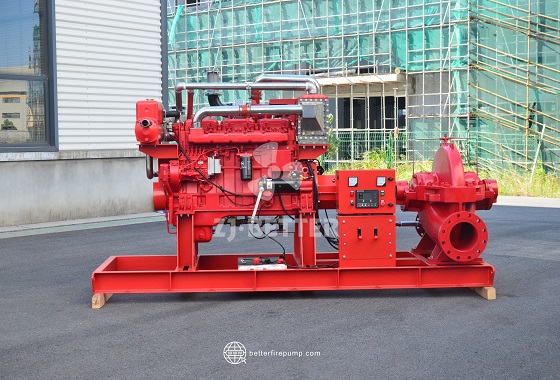
In modern fire protection infrastructure, diesel engine-driven fire pumps play an irreplaceable role as a core component. The diesel fire pump system developed and manufactured by BETTER is widely adopted in high-risk environments such as industrial parks, petrochemical plants, power stations, tunnels, ports, and remote off-grid areas. It provides a reliable, stable, and efficient water supply solution to safeguard critical facilities under emergency conditions.
This diesel pump system features a high-performance diesel engine as its power source, coupled with an advanced direct-coupling transmission design. This ensures high-efficiency output and autonomous operation even in the absence of electrical power. Compared to traditional electric fire pumps, BETTER diesel fire pumps offer superior adaptability and emergency responsiveness. In scenarios of power failure or energy constraints, the system activates instantly, delivering continuous water supply for fire suppression without interruption.
Designed with energy conservation in mind, the system incorporates precision fuel control and an intelligent control panel to reduce fuel consumption and mechanical wear significantly. This not only extends the service life of the equipment but also lowers long-term maintenance costs. The pump set is compact and modular in structure, enabling easy installation, integration, and servicing. It can be customized to fit various engineering environments, including those with space, exhaust, or ventilation constraints.
In terms of quality, BETTER adheres strictly to ISO standards and NFPA20 compliance. Each diesel fire pump system undergoes rigorous pressure testing, full-load operation testing, and reliability validation before delivery. This guarantees consistent startup and long-duration operation even under extreme conditions, truly fulfilling the promise of “unshakable protection in critical moments.”
Whether deployed in flammable petrochemical sites or high-demand power facilities, offshore platforms, or tunnel construction zones, the BETTER diesel fire pump system delivers exceptional fire safety assurance, making it a trusted solution for industries facing elevated operational risks.