Industrial-Grade Electric Fire Pump System for High-Standard Fire Water Supply Requirements
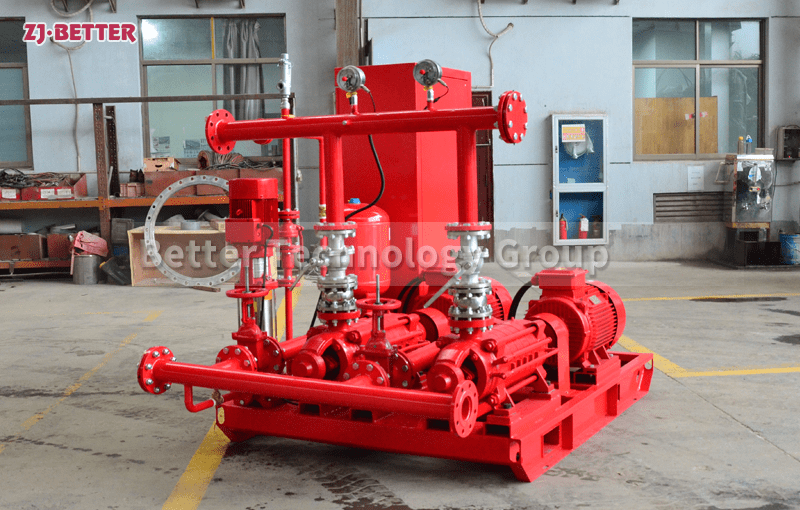
Industrial-grade electric fire pump systems offer advantages such as high flow rate, high head, intelligent control, and stable operation. They are widely used in fire water supply for the petrochemical, power, and manufacturing industries, meeting high standards of fire safety requirements.
Against the backdrop of rapid development of modern industrial systems, various large-scale manufacturing plants, petrochemical plants, power energy facilities, and warehousing and logistics centers are facing increasingly higher requirements for fire safety. Especially in areas with high-risk, high-density, and high-value assets, a fire can not only severely damage the production system but also trigger a chain reaction, bringing about a wider range of safety hazards. Therefore, establishing a high-standard and highly reliable fire water supply system has become a core aspect of industrial project construction. Industrial-grade electric fire pump systems are one of the important pieces of equipment to meet this need. With their stable and efficient water supply capabilities, intelligent control systems, and highly integrated design, they play a crucial role in various industrial fire protection scenarios. Industrial-grade electric fire pump systems typically consist of high-performance horizontal or vertical centrifugal pumps, electric motor drives, and intelligent control cabinets. Through systematic integrated design, they achieve efficient management and precise control of the fire water supply process. Their core advantage lies primarily in their excellent hydraulic performance. By optimizing impeller design and flow channel structure, water is efficiently transported and pressurized within the pump body, providing a stable high head while ensuring high flow output. This performance combination meets the needs of long-distance water delivery and high-pressure water supply in industrial fire protection systems, ensuring sufficient water pressure to support the normal operation of sprinkler and fire hydrant systems even at the most unfavorable points. Regarding the power system, electric motor drives offer advantages such as rapid response, stable operation, and high control precision. When the fire protection system receives a start signal, the motor can reach its rated speed in a very short time, allowing the pump to quickly enter working condition, providing crucial water supply support in the early stages of a fire. This is of great significance for controlling the spread of fire. Furthermore, electric drives are more energy-efficient and environmentally friendly than traditional power methods, effectively reducing energy consumption and operating costs during long standby periods and periodic testing, meeting the energy conservation and emission reduction requirements of modern industrial projects. In terms of control systems, industrial-grade electric fire pump systems are typically equipped with advanced automated control cabinets. Through real-time monitoring of pressure, flow rate, and equipment operating status, the system achieves automatic start-up, shutdown, and intelligent adjustment. When the pipeline pressure falls below the set value, the system automatically starts the pump unit and rapidly increases the pressure. Once the pressure returns to normal, it automatically stops operating, thus maintaining system stability and avoiding energy waste. The control system also features multiple safety protection functions, including overload protection, short-circuit protection, phase loss protection, overvoltage protection, and fault alarms. These functions provide timely protection in case of equipment malfunctions, preventing equipment damage and ensuring safe system operation. Furthermore, the system can be linked with fire alarm systems to automatically activate the fire pump in the event of a fire, significantly improving emergency response efficiency. In terms of structural design, industrial-grade electric fire pump systems adopt a modular integrated design, centrally mounting the pump body, motor, and control system on a steel base. This results in a compact structure, small footprint, and easy transportation and installation. The equipment is typically pre-commissioned and tested before leaving the factory, requiring only simple on-site connections for immediate use. This significantly shortens the construction cycle and reduces installation costs. This design is particularly suitable for large-scale industrial projects where high construction efficiency and installation quality are required. In terms of operational stability, this type of system exhibits excellent performance. Its motor and pump body are manufactured using high-quality materials and undergo rigorous dynamic balancing and performance testing. During long-term operation, it maintains low vibration and low noise, thereby reducing mechanical wear and extending equipment lifespan. The system also supports parallel operation of multiple pumps, allowing for flexible adjustment of flow and pressure through the rational configuration of main and standby pumps. In daily operation, partial load operation reduces energy consumption, while in the event of a fire or high demand, all pump units can be quickly activated to provide maximum water supply capacity, achieving an optimal balance between efficiency and safety. Regarding maintenance and upkeep, industrial-grade electric fire pump systems also offer significant advantages. Their rational structural design and clear layout of key components facilitate routine inspection and maintenance. Routine maintenance tasks such as bearing lubrication, seal replacement, and motor maintenance can be completed quickly, reducing downtime and improving equipment utilization. Furthermore, due to the relatively simple structure of the electric system, the failure rate is low, and maintenance costs are relatively controllable. For industrial fire protection systems requiring long-term stable operation, this high reliability and low maintenance cost are of significant value. In terms of environmental adaptability, this type of system can adapt to various complex working conditions, including high temperature, high humidity, and dusty environments. It can also be configured with motors and control systems of different protection levels according to project requirements to ensure stable operation even in harsh environments. For special industrial environments, the durability of the equipment can be further improved by adding anti-corrosion coatings or using corrosion-resistant materials, thereby extending its service life and ensuring long-term stable operation. In practical applications, industrial-grade electric fire pump systems are widely used in petrochemical, power energy, metallurgical manufacturing, and large-scale warehousing and logistics centers. Through their stable and efficient water supply capabilities, they effectively improve the overall performance and safety level of fire protection systems. They can respond quickly and continuously provide sufficient water during a fire, providing a solid guarantee for firefighting efforts. At the same time, their intelligent control and energy-saving operation features also provide strong support for enterprises to reduce operating costs. With the continuous improvement of industrial automation and intelligence, fire protection systems are also developing towards greater intelligence and efficiency. In the future, industrial-grade electric fire pump systems will introduce remote monitoring, data analysis, and intelligent diagnostic technologies to achieve real-time management and preventative maintenance of equipment operating status, thereby further improving system reliability and operating efficiency. Overall, industrial-grade electric fire pump systems, through efficient hydraulic design, electric drive advantages, intelligent control systems, and modular structural design, have achieved comprehensive improvements in the performance, stability, and safety of fire water supply systems. They not only meet the current industrial projects’ demand for high-standard fire water supply but also provide a solid foundation for future fire system upgrades, playing an irreplaceable and vital role in protecting personnel safety and corporate assets.