Electric Horizontal Fire Pump with Optimized Hydraulic Design
The optimized hydraulic design of the electric horizontal fire pump adopts advanced fluid dynamics design, high-efficiency centrifugal impeller and high-performance motor. It has the advantages of high-efficiency water supply, stable operation, energy saving and low consumption, convenient maintenance and intelligent control. It is widely used in automatic sprinkler systems, fire hydrant systems, high-rise buildings, commercial complexes, industrial plants, municipal engineering and various fixed fire water supply systems, providing reliable, efficient and stable fire water supply solutions for modern fire protection engineering.
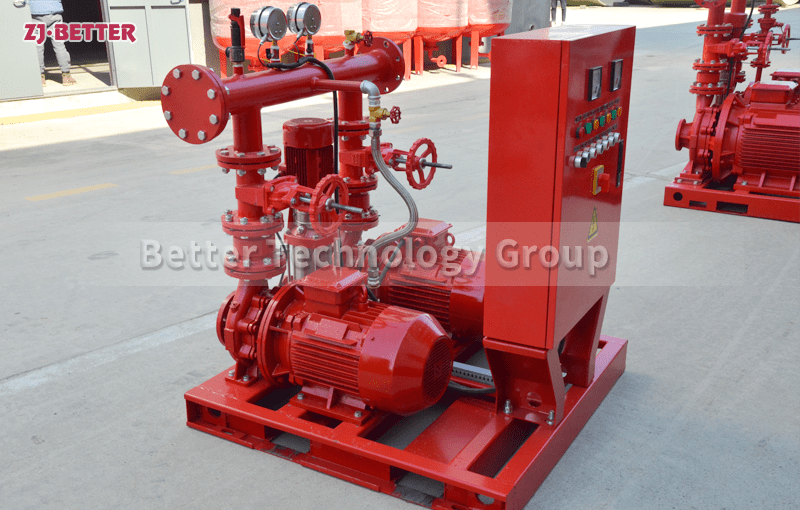
Optimized hydraulic design electric horizontal fire pumps are one of the core devices in modern stationary fire water supply systems, mainly used in automatic sprinkler systems, indoor and outdoor fire hydrant systems, fire pressure stabilization water supply systems, and various industrial and civil building fire protection projects. With the continuous development of modern buildings towards larger scale, higher heights, and greater intelligence, fire water supply equipment not only needs stable and reliable operation but also high efficiency, low energy consumption, convenient maintenance, and long-term continuous operation. This product adopts advanced fluid dynamics design concepts, comprehensively optimizing the impeller, pump flow channel, pump casing, and inlet/outlet structure. While ensuring high flow rate and high head water supply capacity, it effectively reduces internal hydraulic losses, improves overall operating efficiency, and enables the fire protection system to quickly establish stable pressure in emergencies, continuously providing sufficient fire-fighting water for fire protection facilities, and providing a solid guarantee for building fire safety. The product adopts a horizontal end-suction centrifugal structure with a reasonable overall layout, high power transmission efficiency, and simple installation and maintenance. It can be widely used in fire water supply applications in commercial complexes, high-rise residential buildings, industrial plants, warehousing and logistics centers, hospitals, schools, airports, subways, municipal engineering projects, data centers, and petrochemical plants, making it a widely used and important piece of equipment in modern fire protection engineering.
One of the most significant features of this fire pump is its optimized hydraulic design. Through advanced fluid analysis technology, the impeller angle, number of blades, flow channel cross-section, and volute structure are meticulously optimized, resulting in smoother liquid flow within the pump body, significantly reducing turbulence and energy loss, and improving volumetric and hydraulic efficiency. The optimized impeller can quickly build up pressure and maintain a stable flow output, maintaining excellent water supply performance even under high load operation. The high operating efficiency not only meets the rapid water supply requirements of fire protection systems but also effectively reduces equipment operating energy consumption, saving energy costs for long-term building operation.
The power system uses a high-efficiency electric motor drive, with stable motor output and fast start-up speed, enabling it to quickly enter rated operating status after receiving a start command from the fire control system. The motor and pump body are connected by a coupling, resulting in high transmission efficiency and excellent coaxiality, reducing operating vibration and mechanical wear, and improving overall reliability. High-quality bearings and a precision-machined pump shaft ensure rotational stability, effectively extending equipment lifespan while reducing noise levels, enabling long-term stable operation and meeting the 24/7 standby requirements of fire protection systems.
The horizontal end-suction structure not only boasts mature and reliable technology but also facilitates maintenance. The modular design and rational component layout allow maintenance personnel to quickly inspect and replace critical components such as mechanical seals, bearings, couplings, and impellers. Some maintenance work can be performed without dismantling pipelines, significantly shortening maintenance time, reducing maintenance costs, and improving equipment utilization. For large-scale fire protection systems requiring long-term continuous operation, convenient maintenance translates to higher operational reliability and lower lifecycle costs.
The stability of fire water supply equipment directly affects the reliability of the entire fire protection system. This product uses high-strength pump body materials and a wear-resistant impeller, capable of withstanding high-pressure, high-flow operating conditions for extended periods. The mechanical seal possesses excellent sealing and wear resistance, effectively preventing leakage and ensuring long-term stable operation. All key components undergo rigorous quality testing and performance evaluation, maintaining stable performance even under continuous operation, frequent start-stop cycles, and complex working conditions, providing a continuous and reliable water supply for the fire protection system.
The intelligent control system further enhances the equipment’s automation level. The fire pump can be integrated with the intelligent control cabinet to form an automatic fire water supply system, realizing multiple functions such as automatic start-up, automatic shutdown, pressure monitoring, fault alarm, operation recording, and remote monitoring. When the fire protection system pressure drops or a fire alarm signal is received, the equipment can quickly and automatically start to promptly establish fire pressure. The control system monitors the operating status in real time, automatically alarming and taking protective measures when abnormal conditions such as overload, phase loss, overvoltage, and undervoltage are detected, effectively ensuring equipment operation safety and improving the overall reliability of the fire protection system.
The product boasts excellent energy-saving performance. Optimized hydraulic design reduces ineffective energy loss, and the high-efficiency motor further reduces power consumption, achieving more economical operation while meeting fire protection regulations. The equipment consumes low energy during normal standby, and can quickly reach design conditions when put into operation, achieving efficient water supply. For large commercial buildings and industrial enterprises, long-term use can effectively reduce overall operating costs while meeting the development requirements of modern green and energy-saving buildings.
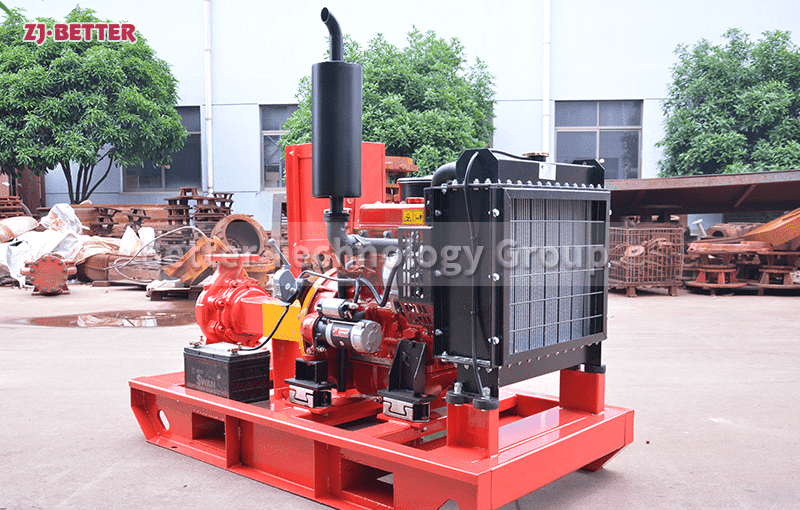
The equipment has a wide range of applications and can be configured with different specifications of flow rate, head, and motor power according to different project needs. It is suitable for fire protection systems in high-rise buildings, large commercial centers, industrial parks, warehousing and logistics bases, rail transit, airports, ports, municipal public facilities, and fire protection projects in industries such as petrochemicals and power. It can also be used as the main pump in a fire pump room, forming a complete fire water supply system together with pressure-stabilizing pumps, control systems, and diesel fire pumps, providing stable and reliable fire water supply solutions for projects of different scales.
To ensure long-term operational quality, the overall structure of the equipment uses a high-strength steel base, which has excellent vibration resistance and load-bearing capacity. The pump body, motor, and coupling are installed with high precision, ensuring smooth operation of the entire machine, effectively reducing mechanical fatigue and extending the overall lifespan of the equipment. The external surface is treated with anti-corrosion technology, making it adaptable to humid, high-temperature, and complex industrial environments, further enhancing the equipment’s durability. The scientifically designed structure not only improves the stability of the equipment but also reduces the difficulty of transportation, installation, and subsequent maintenance, providing greater convenience for project construction.
With the development of smart fire protection technology, optimized hydraulic design electric horizontal fire pumps can be easily integrated into building fire protection automation systems and remote monitoring platforms, enabling real-time monitoring of equipment operation status, remote diagnostics, fault early warning, and data management, providing a reliable foundation for smart buildings and digital fire protection management. In the future, this product will play an even more important role in modern fire protection engineering. Through its comprehensive advantages such as efficient water supply, stable operation, intelligent control, and energy conservation and environmental protection, it will continuously meet the higher requirements of various building fire protection systems for safety, reliability, and economy, becoming an indispensable and important component of modern fire water supply systems, providing continuous and stable fire water supply guarantees for the safety of people’s lives and the safety of building property.