Professional Fire Water Pump with Optimized Flow Efficiency
Optimized flow efficiency professional fire water supply pumps adopt advanced hydraulic design, high-efficiency centrifugal impellers and high-performance motors, with advantages such as high flow rate, high efficiency, stable operation, energy saving and low consumption, convenient maintenance and intelligent control. They are widely used in automatic sprinkler systems, fire hydrant systems, high-rise buildings, industrial plants, commercial complexes and various fixed fire water supply projects, providing reliable and efficient fire water supply solutions for modern fire protection systems.
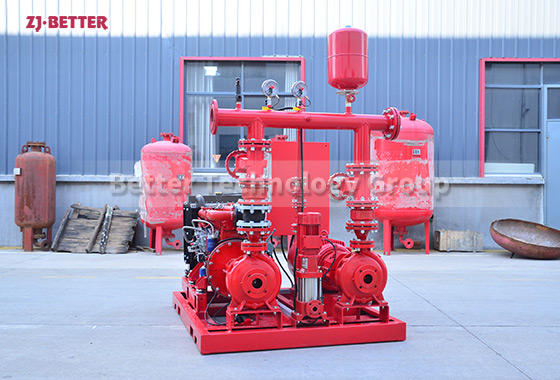
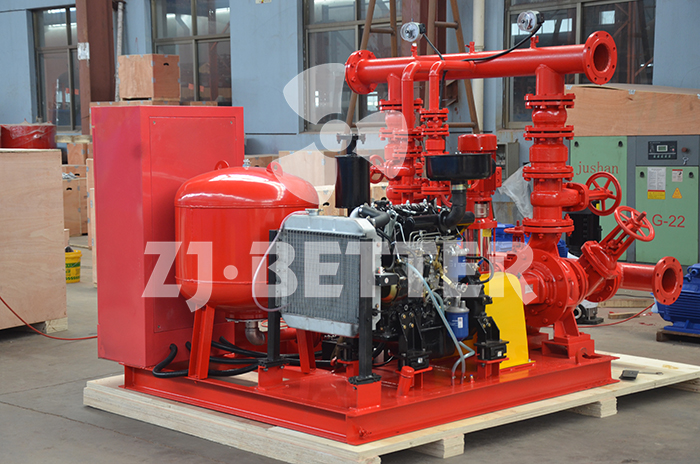
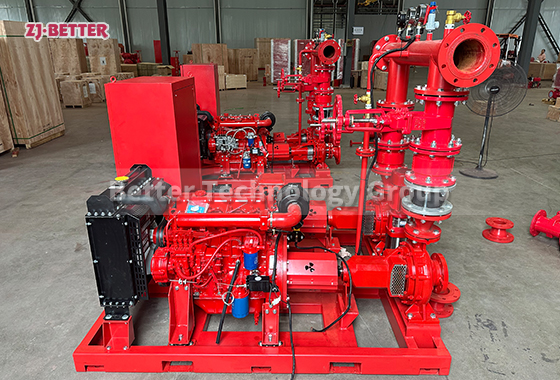
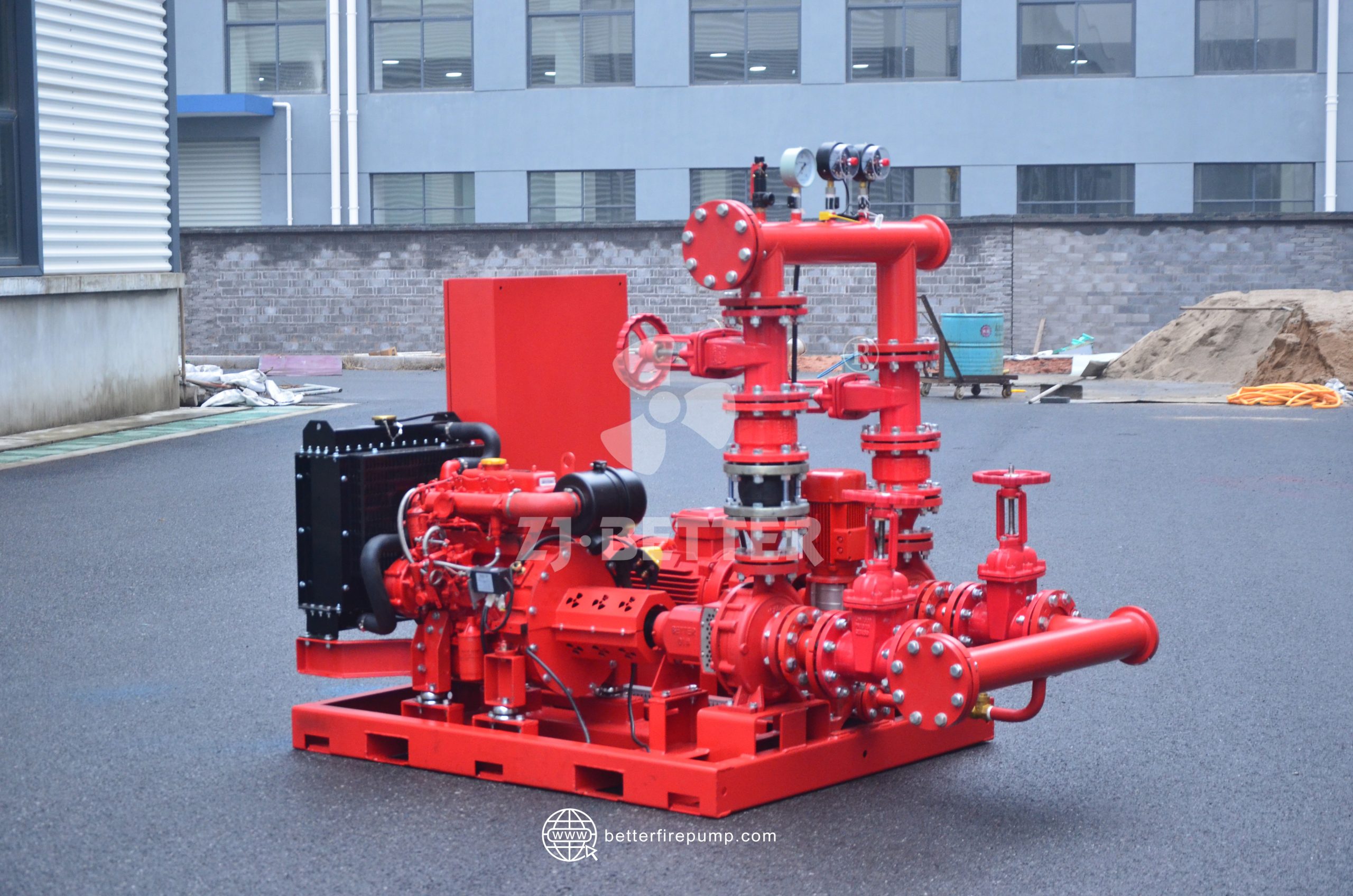
Optimized flow efficiency professional fire water supply pumps are an important component of modern fire water supply systems, specifically designed and developed for automatic sprinkler systems, indoor and outdoor fire hydrant systems, fire pressure stabilization systems, and various fixed fire protection facilities. With the continuous development of commercial buildings, high-rise residential buildings, industrial plants, logistics warehouses, hospitals, airports, subways, municipal engineering projects, and large public buildings, fire water supply equipment not only needs rapid response capabilities but also requires comprehensive performance including stable flow, high efficiency, low energy consumption, and long-term continuous operation. This product adopts a mature horizontal end-suction centrifugal structure, combined with advanced fluid mechanics design concepts, comprehensively optimizing the impeller, hydraulic flow channel, pump casing, and inlet/outlet structure. This ensures a smoother and more stable water flow within the pump body, effectively reducing hydraulic losses and improving overall delivery efficiency. While ensuring sufficient flow and stable head, it reduces energy consumption, providing a continuous and reliable fire-fighting water supply guarantee for the fire protection system. The product is driven by a high-efficiency electric motor, providing stable power output and rapid start-up. It can quickly establish fire pressure after the fire control system issues a command, ensuring that automatic sprinkler systems and fire hydrant systems receive sufficient water supply immediately. The optimized impeller, precision-machined and dynamically balanced, reduces vibration and noise, improves equipment operational stability, and reduces bearing and mechanical seal wear, extending the overall service life of the machine. The horizontal structure design facilitates installation, simplifies connection to fire protection networks, and speeds up maintenance. The rational layout of major components allows maintenance personnel to quickly perform routine inspections, lubrication, and replacement of vulnerable parts, effectively reducing downtime and increasing equipment utilization. The pump body is made of high-strength, corrosion-resistant materials, possessing excellent mechanical strength and corrosion resistance, suitable for long-term fixed installation environments and complex operating conditions. The high-quality mechanical seal offers excellent wear resistance and sealing performance, effectively preventing media leakage and ensuring long-term stable operation of the fire water supply system. High-precision pump shafts and high-quality bearings further enhance rotational stability, ensuring excellent performance even under continuous high-load operation. The product can be used with intelligent fire control cabinets to achieve automatic start-up, automatic shutdown, pressure monitoring, fault alarm, overload protection, phase loss protection, and remote monitoring functions, helping managers monitor equipment operating status in real time and improving the level of automation in fire protection systems. Optimized flow efficiency design not only enhances fire-fighting water supply capacity but also effectively reduces operating energy consumption, maintaining high energy utilization during long-term standby and actual operation, meeting the development needs of modern green and energy-saving buildings. The product range is comprehensive, with different flow rates, heads, and motor power configurations available to suit various building sizes and fire protection system design requirements. It is widely used in various fire-fighting water supply projects, including commercial complexes, high-rise office buildings, hotels, schools, hospitals, industrial parks, warehousing and logistics centers, petrochemical plants, power facilities, rail transit, ports, and municipal public facilities. The overall base is constructed from high-strength steel structure welding, possessing excellent vibration resistance and load-bearing capacity, ensuring safer and more stable equipment transportation, installation, and long-term operation. Rigorous manufacturing processes and factory testing guarantee that each unit has stable and reliable operating performance, enabling rapid deployment in the event of a fire, continuously providing a stable flow and sufficient pressure to the fire protection system, effectively improving fire-fighting efficiency, and protecting personnel and building property. With its high hydraulic performance, stable operation, intelligent control configuration, convenient maintenance, energy saving and environmental protection, and wide applicability, the optimized flow efficiency professional fire water supply pump has become an important part of the modern fire water supply system. It provides safe, efficient and reliable water supply solutions for various building fire protection projects and can meet the application needs of the continuous development of smart fire protection and green building in the future.