Integrated Diesel Fire Pump System for Reliable Industrial and Municipal Protection
Discover the performance, advantages, and comprehensive integration of the diesel engine fire pump system. Engineered for reliability in emergencies, this system ensures high flow, rapid response, and continuous water supply for industrial and municipal fire protection.
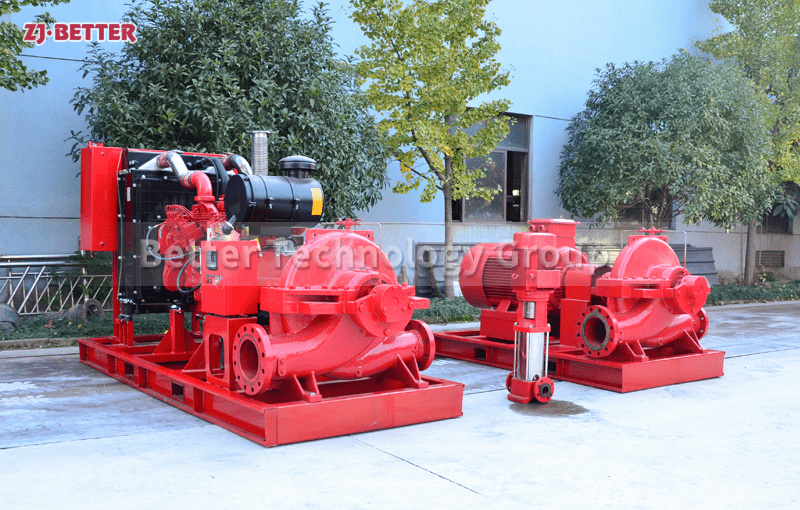
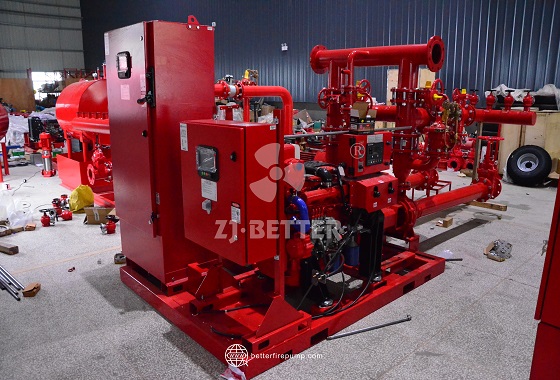
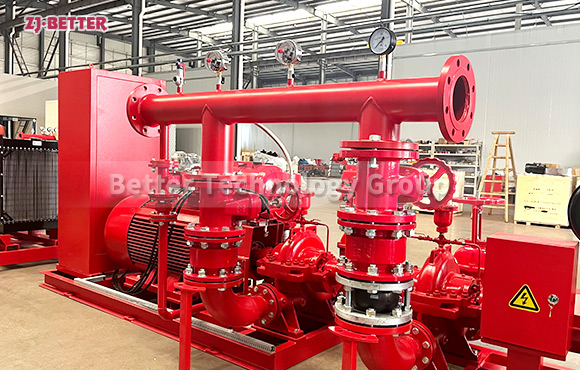
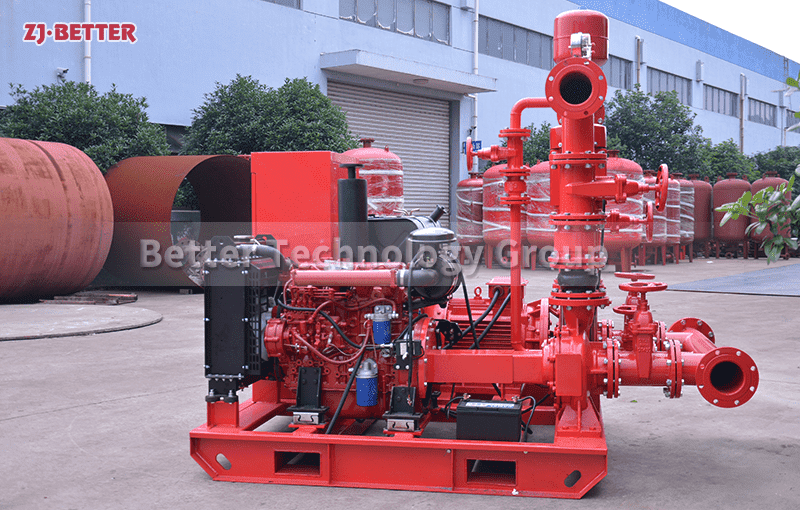
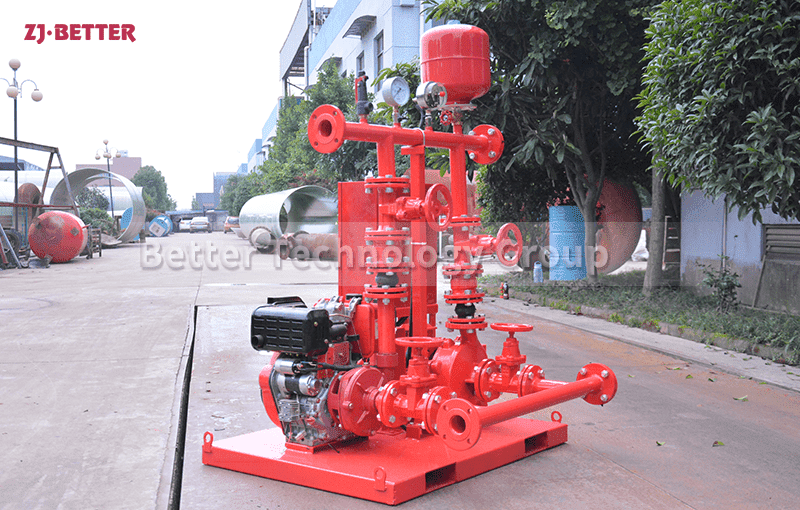
The integrated diesel fire pump system is a comprehensive solution designed specifically to meet the needs of high-intensity, long-term continuous firefighting operations. It offers multiple advantages, including compact structure, rapid response, stable operation, and strong adaptability. It is suitable for firefighting systems in key locations such as industry, commerce, municipal engineering, large-scale warehouses, docks, airports, and power plants. The entire system uses a diesel engine as its power source, eliminating the need to rely on the power system. It can maintain normal operation even in the event of a power grid outage or emergency power outage, and is a core equipment for ensuring continuous water supply to the system and improving firefighting efficiency. This fire pump system, centered around an integrated structural design, incorporates a diesel engine, high-efficiency water pump, heat dissipation and cooling system, intelligent electronic control system, oil supply system, starting battery, and auxiliary devices onto a unified steel structure base. The base’s high-strength steel and anti-vibration and noise reduction devices ensure structural stability and low noise output during operation, making it particularly suitable for emergency projects deployed in complex urban environments or far from power grid coverage. The diesel engine features powerful power, low fuel consumption, and compliant emissions. Combined with automatic electric start and manual backup functions, the system can start and operate stably within 10 seconds of receiving the start signal, significantly enhancing the system’s emergency response capabilities. The water pump system utilizes horizontal single-stage or multi-stage centrifugal pumps, offering high head, large flow, and strong cavitation resistance to meet the pressure requirements of various pipeline networks. Customizable inlet and outlet diameters, flange standards, and coating corrosion protection levels are also supported to accommodate regional installation regulations and water quality conditions. Regarding performance control, the integrated diesel fire pump system is equipped with an intelligent control cabinet, enabling one-touch start, automatic switching, automatic inspection, fault alarms, and operation logging. An LCD display monitors key parameters such as speed, water pressure, oil temperature, water temperature, and voltage in real time, enabling operators to monitor equipment status and ensure optimal system operation. The system also supports remote integration with building automation systems and fire control centers, easily connecting via RS485 or MODBUS communication protocols to enable the coordinated operation of multiple pump units or centralized management of multiple systems. To enhance the equipment’s adaptability in diverse climates, the system supports a variety of optional expansion modules, including a heating unit, rainproof cover, dust filter, cold-region preheating system, and silent enclosure. These ensure rapid startup and continuous, stable water supply even in harsh operating conditions such as sub-zero temperatures, high humidity, and hot dust storms. Regarding maintenance, the system features a modular layout with a well-organized chassis and ample access to key components, facilitating daily inspection and maintenance. Clearly positioned terminals, cable troughs, and sensors reduce the risk of failures caused by wiring errors, improving maintenance efficiency and equipment reliability. The fuel supply system utilizes a large-capacity tank, coupled with multiple filtration and oil-level alarms, enabling continuous operation for over eight hours without frequent refueling, significantly reducing the need for manual intervention. The battery system includes a built-in automatic charger and battery health management module, ensuring rapid startup even in extended standby conditions. The integrated diesel fire pump system is easy to transport and can be hoisted or rolled onto the installation site on slides, saving space and time. It also supports various installation options, including floor-standing, pit-mounted, and room-mounted. The equipment undergoes full flow and pressure testing before shipment, complying with international standards such as NFPA20, ISO fire protection standards, and GB6245, ensuring plug-and-play installation on-site without the need for secondary commissioning. This system is widely used in high-rise building automatic sprinkler systems, fixed foam fire extinguishing systems, water mist systems, and industrial plant pipe pressurization systems. It can quickly provide sufficient water pressure and flow in the early stages of a fire, controlling the spread of fire and buying valuable time for firefighters. Its high degree of independence also allows it to serve as a last resort in the event of a main power pump failure, power grid failure, or other water supply system failure, ensuring continuous and reliable firefighting operations. Market feedback indicates that integrated diesel fire pump systems, due to their high level of integration, intelligent control, stable operation, wide adaptability, and ease of maintenance, have become the preferred configuration for firefighting systems in many large-scale projects, with proven case studies and engineering applications in numerous countries and regions worldwide. Driven by the future trend toward intelligent and unmanned operation, these systems are continuously evolving towards higher efficiency, greater environmental friendliness, and greater intelligence. These systems are gradually incorporating remote cloud platform operations and maintenance, AI self-diagnosis technology, and energy-saving optimization algorithms, ushering in a new era for fire pump equipment. In summary, the integrated diesel fire pump system, with its powerful performance, safe design, convenient control and excellent environmental adaptability, demonstrates its irreplaceable core value in industrial and municipal fire protection applications. It is a solid force and long-term reliable partner for ensuring the fire safety of various facilities.