Purpose-Built for Emergency Scenarios: Intelligent Power and Durability of Enclosed Diesel Fire Pump
Engineered for extreme conditions, the ZJ-BETTER enclosed diesel fire pump delivers powerful performance, intelligent control, and all-weather reliability—your ideal solution for emergency firefighting scenarios.
With the continuous deepening of modern urbanization, frequent extreme weather and increasing number of emergencies, fire safety is no longer a protection demand for a single place, but has become a key link in the entire social system. Especially in disaster emergency scenarios, power outages, harsh environments, and complex water discharge conditions seriously test the continuous water supply capacity of the fire protection system. In response to this problem, the box-type diesel fire pump launched by ZJ-BETTER came into being. As an integrated, high-performance, intelligent, and fully enclosed emergency fire-fighting equipment, it not only improves the emergency response speed, but also sets a new industry benchmark in terms of reliability, safety, and adaptability. This equipment is not only widely used in high-risk areas such as high-rise buildings, industrial parks, petrochemical stations, port terminals, communication rooms, power plants, etc., but also because of its excellent performance, it has become a vital power guarantee core in responding to major emergencies such as floods, earthquakes, and wildfires.
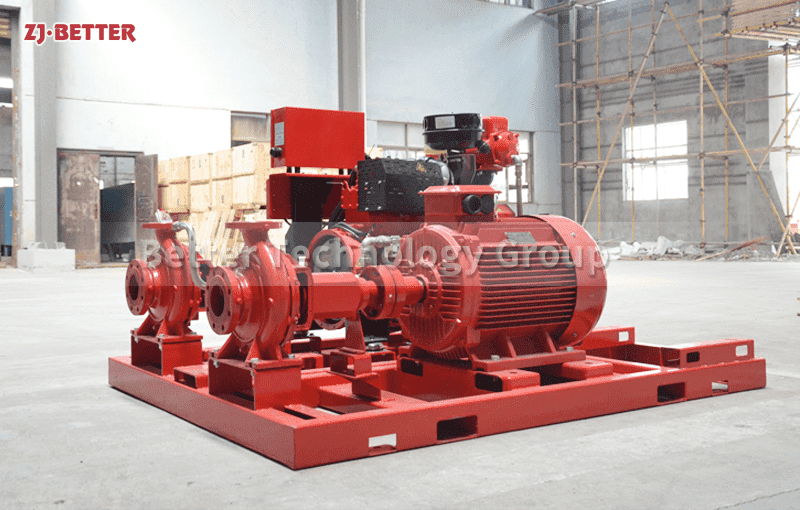
One of the most significant advantages of the box-type diesel fire pump is its modular fully enclosed design. This design integrates the key components such as diesel engine, water pump, control system, cooling system, fuel system, alarm system into a sturdy and durable metal protective shell, effectively avoiding the erosion of the external environment such as wind, rain, dust and sand, and playing a comprehensive protection role in anti-theft, anti-collision and anti-corrosion. Its box structure is welded with weather-resistant steel, and has the properties of high humidity, high temperature, acid and alkali resistance. Even if it is deployed for a long time in extreme climate areas such as coastal areas, oil fields, high cold, and tropical areas, it can operate stably and requires very little maintenance.
In terms of power output, the box-type diesel fire pump adopts a high-quality industrial-grade diesel engine with high horsepower, high speed, and high efficiency. By matching with a high-performance self-priming centrifugal pump or an end-suction multi-stage pump, a high-lift, large-flow stable water supply can be achieved. Its output range can be flexibly customized according to user needs to meet the needs of different building heights and fire standards. In addition, the diesel engine has excellent fuel economy and low emission characteristics. Even if it runs for a long time, it can effectively control fuel consumption and environmental impact. It is particularly suitable as the main fire power equipment in areas where electricity cannot be guaranteed.
In terms of control system, the equipment is equipped with an intelligent digital control panel to achieve integrated management such as automatic start and stop, status monitoring, abnormal alarm, and data recording. Users can view various parameters such as oil temperature, water temperature, oil pressure, speed, battery voltage, and water pump pressure through the touch screen to ensure that the equipment operation status is clear at a glance. Some high-end versions also support remote monitoring systems, which can remotely realize fault diagnosis, parameter adjustment, and operation record downloading through GPRS, 4G or Ethernet, which is convenient for multi-site and cross-regional scheduling management.
In addition, the noise control of the equipment is also excellent. Through the multi-layer sound insulation design inside the box, the muffler upgrade and the vibration buffer pad configuration, the operating noise is significantly reduced, and it will not cause nuisance when used in cities or densely populated areas. Its cooling system adopts an air-cooled or water-cooled composite design, which can keep the equipment temperature stable even if it runs continuously in a hot environment, effectively preventing overheating and shutdown. At the same time, the box is equipped with a large-capacity fuel tank, which supports continuous operation for 8 to 24 hours to ensure long-term emergency water supply without interruption.
At the application level, box-type diesel fire pumps are widely used in temporary deployment or space-constrained places due to their flexible layout and plug-and-play characteristics. Especially at the scene of sudden disasters, such as urban waterlogging, major accident sites, mountain fire fronts, etc., they can be quickly deployed and put into use immediately without complex installation and debugging, greatly shortening the response time. The overall system completes the integrated test before leaving the factory, and only needs to connect the water outlet pipe and the starting power supply to use it on site, which greatly simplifies the operation difficulty and reduces the dependence on the professional skills of the operator.
From design concept to manufacturing process, ZJ-BETTER always adheres to safety, reliability and efficiency as the core goals, and the box-type diesel fire pump is the concentrated embodiment of this concept. It is not only a water source guarantee in the physical sense, but also a strategic equipment with fast response speed, strong independence and wide coverage in the fire protection system. In the construction of the future fire protection system, this kind of highly integrated, intelligent, all-weather emergency power core will become the key support force for the new generation of urban security.
In short, ZJ-BETTER box-type diesel fire pump has become an irreplaceable key equipment in disaster emergency scenarios with its excellent environmental adaptability, intelligent control system, stable power output and flexible deployment advantages. Whether it is used as a main pump, backup pump, or mobile pump station, it has demonstrated excellent reliability and high cost performance in practical applications. It is an ideal choice for various high-risk places to improve the independent operation capability of the fire protection system and the efficiency of emergency response.