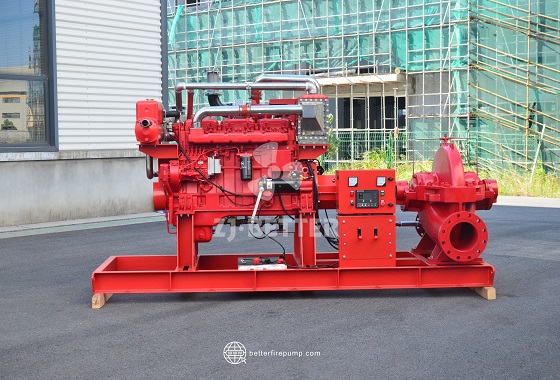
Industrial Diesel Driven Fire Pump Package for Reliable Operation
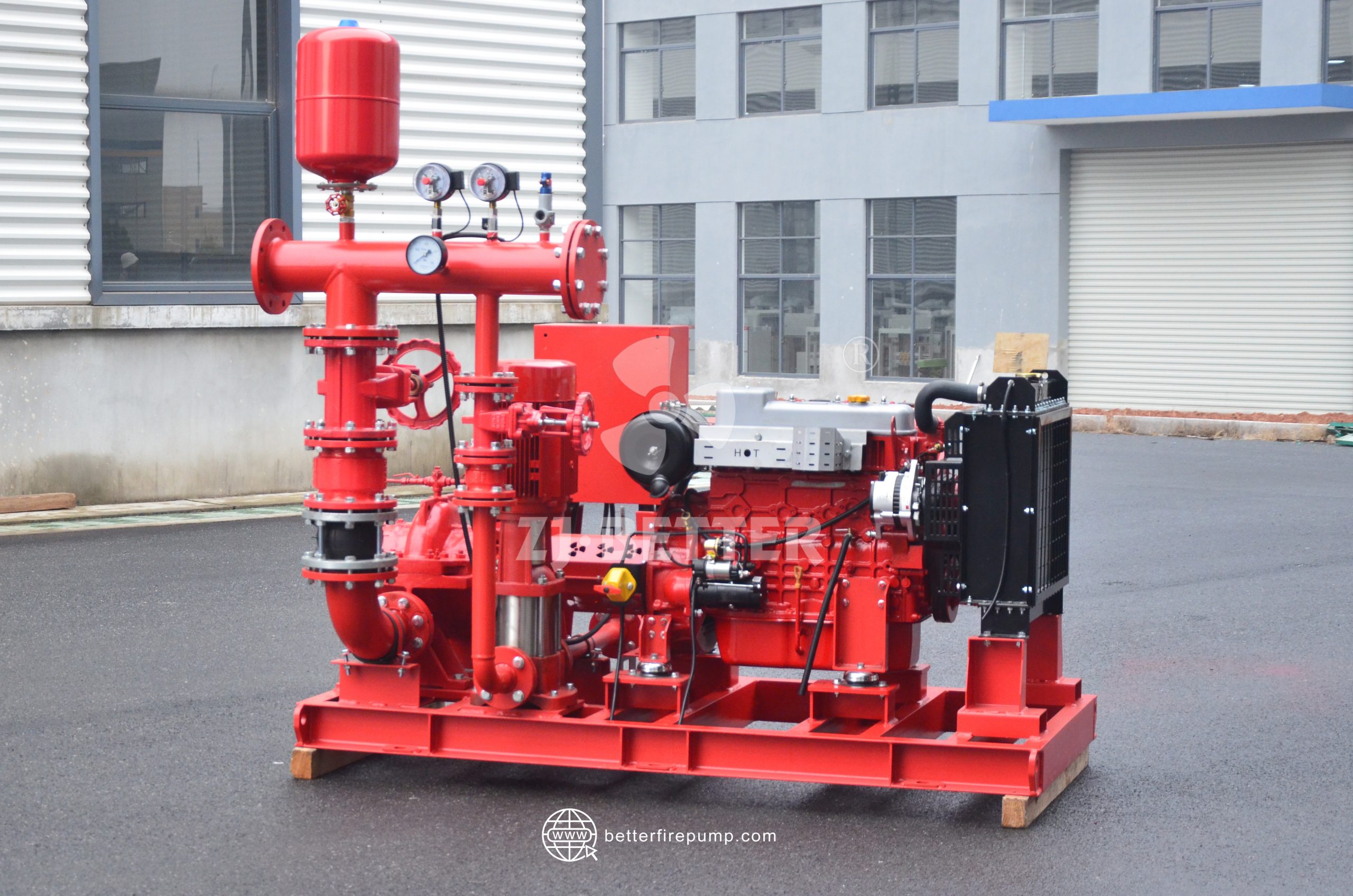
Reliable industrial diesel-driven fire pump units utilize high-performance diesel engines, high-efficiency centrifugal fire pumps, and intelligent control systems. They feature rapid start-up, high-flow water supply, high head output, continuous and stable operation, low maintenance costs, and excellent environmental adaptability. They are widely used in petrochemical, power, mining, port, high-rise buildings, commercial complexes, and various fixed fire water supply systems, providing safe, reliable, and efficient emergency fire water supply solutions for modern fire protection engineering.
The reliable industrial diesel-driven fire pump unit is a high-power fire-fighting equipment specifically designed for fixed fire water supply systems and emergency fire protection needs. It is widely used in fire protection systems of petrochemical plants, natural gas storage and transportation facilities, power facilities, mines, ports, warehousing and logistics centers, large industrial parks, high-rise buildings, municipal infrastructure, and various commercial complexes. This product adopts a combination design of a high-performance diesel engine and a high-efficiency centrifugal fire pump, enabling rapid start-up and continuous stable fire water supply even in the event of a mains power outage or lack of external power, establishing a reliable water source for fire extinguishing systems. The entire unit adopts a modular skid-mounted structure with a scientifically and rationally laid-out layout of components, facilitating installation and transportation. It can be put into use immediately upon connection to the pipeline network, reducing installation costs and improving engineering construction efficiency. It is particularly suitable for important locations with high requirements for continuous fire water supply. The product utilizes an advanced diesel power system with ample engine torque and rapid power response. Upon receiving a start signal, it quickly reaches rated speed, driving the fire pump to rapidly establish stable pressure and a large flow rate of water. This ensures that automatic sprinkler systems, fire hydrant systems, and fire monitor systems can be operational promptly in the early stages of a fire, effectively controlling the spread of fire and buying valuable time for personnel evacuation and fire rescue. The fire pump section employs an optimized hydraulic model design, with the impeller undergoing high-precision machining and dynamic balancing, resulting in smoother flow channels. This effectively reduces hydraulic losses and improves delivery efficiency, maintaining a stable large flow rate while ensuring high head output, keeping the entire fire protection system under reliable pressure. The pump body is constructed from high-strength, pressure-resistant materials, possessing excellent wear resistance and corrosion resistance, allowing for long-term continuous operation and complex working conditions. Even under high load conditions, it maintains stable performance. The entire system is equipped with a high-performance cooling system. Through an efficient radiator, circulating cooling device, and optimized air duct design, it effectively controls engine operating temperature, maintaining stable power output even in high-temperature seasons or during prolonged continuous operation, preventing overheating from affecting fire water supply capacity. To further enhance overall machine reliability, key rotating components utilize high-quality bearings and high-precision machining processes, effectively reducing mechanical vibration and operating noise, improving overall equipment stability, and extending the service life of core components such as bearings, mechanical seals, and couplings, thereby reducing maintenance frequency and operating costs. The control system employs an intelligent design, enabling automatic start-up, automatic shutdown, operation monitoring, fault alarms, overspeed protection, low oil pressure protection, high water temperature protection, battery charging management, and operating time recording, among other functions. Operators can monitor the equipment’s operating status in real time through the control panel, improving fire management efficiency. When the fire protection system detects a pressure drop or receives a fire alarm signal, the equipment can automatically start, quickly commencing operation without manual intervention. During operation, if any abnormalities occur, the control system can promptly issue alarms and take corresponding protective measures to ensure safe and reliable operation. The product’s fuel system is optimized for high fuel efficiency, effectively reducing fuel consumption while ensuring sufficient power output, improving equipment economy, and making it particularly suitable for fire protection systems requiring long standby times and frequent drills. The base of the entire unit is constructed from high-strength steel, possessing excellent load-bearing capacity and vibration resistance. This effectively reduces displacement and vibration during operation, further enhancing overall stability. The surface is treated with a corrosion-resistant protective coating, enabling it to withstand complex environments such as humidity, high temperatures, dust, and high salt spray in coastal areas, extending the equipment’s service life. Before leaving the factory, the equipment undergoes rigorous performance testing, including flow rate testing, head testing, automatic start-up testing, continuous operation testing, sealing performance testing, and overall stability testing. This ensures that each unit meets the operational requirements of fire-fighting water supply systems and satisfies the need for long-term reliable operation. Various flow rate, head, and diesel engine power configurations are available to flexibly match different scales of fire-fighting projects, providing users with more comprehensive fire-fighting water supply solutions. With the continuous expansion of modern industry and urban construction, fire protection systems have placed higher demands on equipment reliability, response speed, and continuous water supply capacity. Reliable industrial diesel-driven fire pump units, with their comprehensive advantages such as independent power, efficient water supply, intelligent control, robust structure, convenient maintenance, strong continuous operation capability, and excellent environmental adaptability, have become an important component of modern fixed fire water supply systems. They not only ensure that critical facilities have a continuous and stable supply of fire water in emergencies, but also effectively improve the safety level and operational reliability of the entire fire protection system. They provide long-term and stable fire water supply guarantees for industrial production safety, public building fire safety, and important infrastructure, making them a reliable core fire protection equipment for various large-scale fire protection projects.