Comprehensive Protection Choice: Advantages of Electric-Diesel Combined Drive Fire Pump Unit
Electric-diesel hybrid fire pump units feature both electric and diesel power systems, ensuring a stable water supply even during power outages. With a compact structure, high efficiency, automatic switching, and intelligent control, they are widely used in fire protection systems of high-rise buildings, factories, airports, and other facilities, providing a continuous and reliable guarantee for emergency water supply.
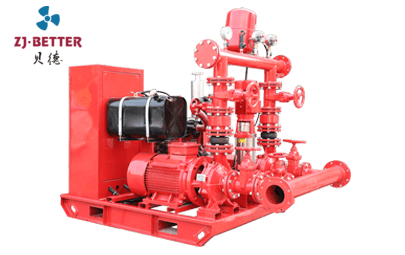
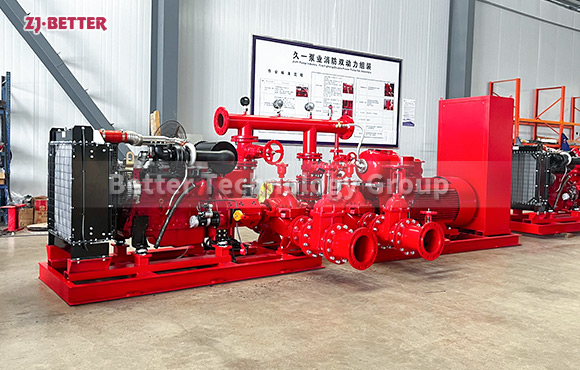
The electric-diesel hybrid fire pump unit is an advanced fire protection system integrating high-efficiency water supply, intelligent control, and emergency backup. It aims to provide reliable fire water supply for high-rise buildings, industrial plants, warehousing and logistics centers, petrochemical projects, power facilities, and various large-scale infrastructure projects. Through a dual-drive mode of electric motor and diesel engine, the system achieves automatic switching and uninterrupted water supply under any power conditions, ensuring that the fire protection system can provide stable and high-pressure water support in the shortest possible time during a fire, thereby significantly improving the overall fire safety response capability. The unit adopts a modular design, integrating the main pump, diesel engine, electric motor, control cabinet, piping system, pressure tank, and valve components onto a single base. Its compact structure, reasonable layout, and small footprint make it suitable for installation in space-constrained machine room environments. The electric motor drive is mainly used for standby and testing of the daily fire protection system, featuring low energy consumption, low noise, and easy maintenance. The diesel drive serves as an emergency backup power source, automatically activating in the event of a power outage or power supply system failure, ensuring continuous system operation and fundamentally solving the safety hazards of a fire pump driven by a single power source. The core pump body of the unit is made of high-strength cast iron or stainless steel, possessing excellent corrosion resistance and high-pressure withstand capability. Its internal hydraulic design has been precisely optimized, with smooth flow lines in the impeller, volute, and guide vane channels, achieving a hydraulic efficiency of over 80%. This allows for stable output under high head and high flow conditions, meeting the pressure requirements of various fire-fighting pipe networks and sprinkler systems. The power system uses an international standard diesel engine, characterized by rapid start-up, high power, and low fuel consumption. Combined with an automatic cooling system and silencer, it ensures long-term stable operation even in complex environments such as high temperature, high humidity, and dust. The electrical control system is the “intelligent brain” of the entire unit, employing advanced PLC control technology and microprocessor chips, possessing multiple functions including automatic detection, automatic switching, automatic alarm, and remote monitoring. The system can monitor the pump’s operating status, outlet pressure, flow rate, temperature, and oil quantity in real time. Once an abnormality is detected, the control system will automatically issue an alarm and switch operating modes. For example, when the main power fails, the diesel engine can automatically start and take over the load within 15 seconds, ensuring uninterrupted fire water supply. Users can also set pressure start/stop points according to actual needs to achieve automatic pump start and stop functions, significantly improving the system’s intelligence and ease of operation. The unit is equipped with a pressure stabilizing system consisting of a pressure-stabilizing pump and a pressure tank to maintain the normal pressure of the fire-fighting pipeline network, preventing frequent start/stop of the main pump due to minor leaks or pressure fluctuations. The pressure-stabilizing pump typically adopts a vertical multi-stage centrifugal pump structure, operating smoothly, with low noise and low energy consumption. Working in conjunction with a diaphragm-type pressure tank, it ensures the entire system is in an optimal pressure balance state. The unit is also equipped with safety devices such as check valves, safety valves, pressure relief valves, and exhaust valves to prevent water hammer and overpressure operation, effectively extending equipment life. The design concept of this unit is based on “reliability, safety, intelligence, and energy saving.” Firstly, regarding reliability, all major components have undergone rigorous pressure and durability tests, and the pump body can operate continuously for over 2000 hours without performance degradation. The diesel engine system has three starting modes: manual, automatic, and emergency, ensuring reliable operation even under extreme conditions. The electrical control system is equipped with multiple protections, including lightning protection, dust protection, moisture protection, and electromagnetic interference protection, ensuring stable operation over long periods. Secondly, in terms of safety, the equipment meets the design requirements of international fire protection standard NFPA20 and domestic standard GB6245, and is equipped with multiple protection mechanisms such as overspeed protection, low oil pressure alarm, and high temperature shutdown, achieving comprehensive safety protection from hardware to software. In terms of performance, the electric-diesel hybrid drive fire pump unit supports various flow rate and head combinations, with a flow rate range covering 10L/S to 200L/S and a head up to 300 meters, meeting the fire protection needs of everything from small and medium-sized buildings to large industrial complexes. Its efficient hydraulic system and intelligent energy consumption control design enable the equipment to maintain a high energy efficiency ratio under both full-load and partial-load conditions, saving 15%-25% more energy than traditional single-drive fire pumps. Meanwhile, its operating noise is controlled below 85 decibels, making it suitable for installation in residential areas or office buildings, demonstrating superior environmental performance. In terms of maintenance, the equipment features a simple and clear structural design, with each functional module being independently detachable for convenient regular inspection and component replacement. The control cabinet has self-diagnostic and maintenance reminder functions; when the system exceeds a set cycle or detects potential problems, it will automatically remind the user to perform maintenance operations. The diesel engine is equipped with a maintenance-free battery and an automatic refueling system, reducing the frequency of manual operation. The entire system can be connected to a fire monitoring center, enabling remote management, data recording, and automatic generation of operation reports, allowing users to monitor the system’s operating status at any time. Electric-diesel hybrid fire pump units are widely used in various high-rise buildings, underground garages, airport terminals, subway projects, petrochemical plants, warehousing and logistics centers, power plants, and municipal water supply projects, and are an indispensable core piece of equipment in modern fire protection systems. Its excellent adaptability allows it to not only meet the needs of fixed fire protection systems but also to be designed as a mobile unit according to user requirements for emergency water supply or temporary firefighting tasks. The system’s automation level and stability have become important indicators for measuring the advanced level of modern fire protection facilities. In conclusion, electric-diesel hybrid fire pump units, with their advantages of high reliability, powerful performance, automatic switching, energy saving, environmental protection, and intelligent control, have become the most reliable core equipment in various building and industrial fire protection systems. They not only operate efficiently in standby mode during normal times but also respond instantly in emergencies, providing continuous, stable, and powerful power for fire safety. This truly realizes the fire protection concept of “prevention is better than cure, and emergency response is guaranteed,” making them one of the key pieces of equipment in modern fire protection systems for safeguarding life and property.