Large Flow Diesel Fire Pump System for Industrial Fire Suppression Projects
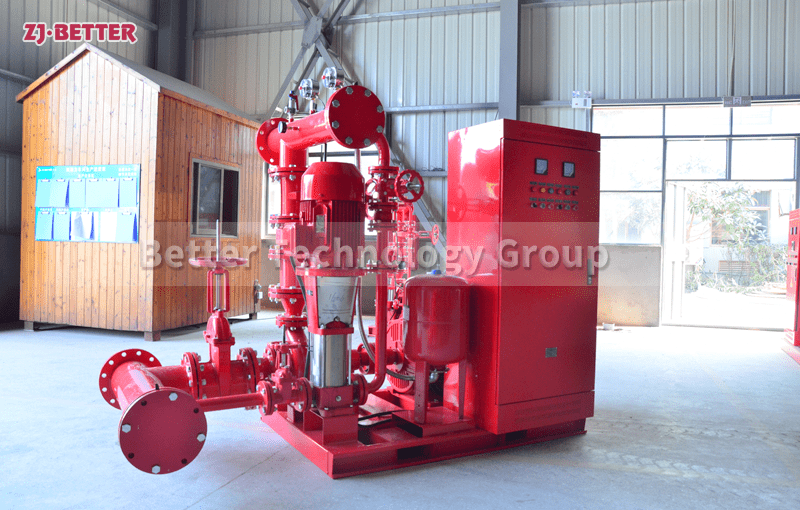
The industrial fire extinguishing engineering-specific high-flow diesel fire pump system adopts a high-performance diesel engine drive and a high-efficiency centrifugal fire pump design, featuring high-flow water supply, high-head output, automatic start, intelligent control, and continuous operation capabilities. It is widely used in fire protection engineering projects in petrochemical, port terminals, power facilities, mining and metallurgy, logistics warehousing, and large industrial parks, providing stable and reliable emergency fire water supply solutions for critical industrial projects.
In the field of modern industrial fire protection, with the continuous expansion of large-scale manufacturing bases, petrochemical parks, energy facilities, ports, logistics and warehousing centers, and mining and metallurgical projects, fire protection systems have placed higher demands on water supply capacity, operational stability, and emergency response speed. Especially in industrial fire scenarios, the fire spreads rapidly, releases a large amount of heat, and requires a high volume of water for extinguishing. Traditional low-flow fire-fighting equipment often struggles to meet actual fire-fighting needs. Therefore, high-flow diesel fire pump systems specifically designed for industrial fire protection have emerged as an indispensable and crucial component of modern industrial fire protection infrastructure. This system utilizes a high-performance diesel engine as its power core, combined with a high-efficiency centrifugal fire pump, hydraulically optimized flow channel design, and an intelligent automatic control system. It can establish a stable fire water supply capacity in the shortest possible time, providing continuous, reliable, and high-flow fire water for large industrial projects. As a high-flow water supply device specifically designed for industrial fire protection engineering, this system combines advantages such as independent power, high head output, large flow rate, automatic control, and long-term continuous operation. It can maintain stable operation even in extreme environments, providing a solid guarantee for industrial fire safety. The most significant feature of the high-flow diesel fire pump system is its superior water supply capacity. The equipment employs an optimized centrifugal impeller and high-efficiency pump body structure, ensuring smooth water flow within the internal channels, significantly reducing energy loss and improving hydraulic conversion efficiency. Compared to ordinary fire pump systems, this equipment provides greater flow output and more stable pressure performance, meeting the fire protection needs of large industrial parks, petrochemical tank areas, airport facilities, and large warehouses. In the event of a fire, the system can rapidly supply water to multiple fire hydrants, fire monitors, sprinkler systems, and water curtain systems simultaneously, ensuring that fire-fighting equipment functions immediately and effectively controls the spread of fire. The diesel engine, as the power source, eliminates the system’s dependence on the municipal power grid. In industrial fire accidents, the power system is often one of the most vulnerable infrastructures; once power is interrupted, ordinary electric fire pumps may fail to operate. The diesel fire pump system, however, has independent power supply capabilities, maintaining normal operation even in the event of large-scale power outages, equipment failures, or natural disasters, continuously providing power support to the fire protection system. The high-performance diesel engine, industrially reinforced, features high torque output and excellent load adaptability, quickly reaching rated speed and maintaining stable operation under high load conditions, thus ensuring uninterrupted fire water supply. To meet the stringent reliability requirements of industrial fire suppression projects, this system is equipped with an advanced intelligent control system, enabling automatic monitoring, automatic start-up, automatic operation, and automatic protection. The control system monitors the fire pipeline network status in real time using high-precision pressure sensors, automatically starting the fire pump when the system pressure drops to a set value. Upon detecting a fire signal or remote start command, the system can quickly enter operational status. Simultaneously, the control cabinet displays key parameters such as pressure, speed, oil pressure, water temperature, battery voltage, and running time in real time, facilitating equipment monitoring and maintenance by management personnel. The intelligent operation mode not only improves equipment response speed but also significantly reduces the risk of human error. The high-flow diesel fire pump system adopts a modular skid-mounted structure design, integrating the diesel engine, fire pump, control cabinet, fuel system, cooling system, and piping accessories into a single platform. This design offers advantages such as compact structure, convenient transportation, and quick installation, greatly shortening the project construction cycle. For new industrial projects, equipment installation and commissioning can be completed quickly; for fire protection system upgrades and renovations, efficient deployment is also possible. The skid-mounted structure also facilitates later maintenance and equipment relocation, improving the overall system flexibility. The pump body is constructed from high-strength cast iron or ductile iron, possessing excellent mechanical strength and corrosion resistance, enabling it to withstand long-term high-pressure operating environments. The impeller undergoes precision machining and dynamic balancing, improving operating efficiency while reducing vibration and noise levels. The bearing system features a heavy-duty design, capable of withstanding axial and radial loads generated during prolonged continuous operation, thus extending equipment lifespan. The sealing system employs a reliable mechanical seal structure, effectively preventing leakage and ensuring stable operation in harsh environments. For large-scale fire scenarios that may occur in industrial firefighting projects, the system possesses continuous operating capability. A large-capacity fuel tank supports long-term continuous operation, meeting the continuous water supply requirements of large-scale firefighting operations. An optimized fuel supply system ensures a stable fuel supply to the diesel engine even under high load conditions, improving combustion efficiency and reducing fuel consumption. The cooling system employs a high-efficiency heat dissipation design, maintaining a stable engine operating temperature regardless of high temperatures or continuous operation, preventing overheating and performance degradation. The system also features comprehensive safety protection functions, including overspeed protection, low oil pressure protection, high water temperature protection, low fuel alarm, overload protection, and emergency shutdown function. When equipment malfunctions, the control system immediately issues an alarm signal and takes corresponding protective measures based on the fault type to prevent equipment damage and escalation. This multi-level safety protection design significantly improves system reliability, ensuring that fire-fighting equipment is always in optimal working condition. The high-flow diesel fire pump system for industrial fire suppression engineering has a wide range of applications. In the petrochemical industry, it can be used for fire protection in tank areas, production areas, and hazardous materials warehouses; in the power industry, it can provide emergency fire water supply for power plants, substations, and energy facilities; in ports and shipbuilding, it can meet the needs of large-area fire coverage; and in mining, metallurgy, and heavy industry, it can provide reliable fire protection for high-risk production environments. Furthermore, this system is widely used in large logistics parks, airports, convention centers, data centers, and urban infrastructure projects. As global industrialization continues to increase and fire safety standards are constantly upgraded, more and more projects are adopting high-reliability, high-flow fire water supply systems as core fire-fighting equipment. This system not only meets international fire protection standards for flow and pressure but also allows for customized configurations based on different project needs, including flow range, head parameters, control modes, and installation methods, demonstrating strong adaptability and scalability. From a long-term operational perspective, the high-flow diesel fire pump system balances high performance with economy. High-efficiency engines and optimized hydraulic structures reduce energy consumption, while intelligent control systems minimize ineffective operating time, thereby lowering overall operating costs. Standardized design and modular structure facilitate maintenance, reduce downtime, and improve equipment utilization. For industrial projects, this translates to lower lifecycle costs and higher return on investment. In the future, with the development of smart fire protection technology, the high-flow diesel fire pump system will further integrate advanced functions such as remote monitoring, IoT communication, automatic diagnostics, and predictive maintenance, achieving a more intelligent and digital fire management model. By continuously improving water supply capacity, operational efficiency, and system reliability, this equipment will continue to play a crucial role in industrial fire protection engineering, providing all-weather, highly reliable fire water supply for various industrial facilities, becoming an important supporting device for modern industrial safety systems.