Heavy-Duty Diesel Engine Fire Pump Unit for Industrial Fire Protection Systems
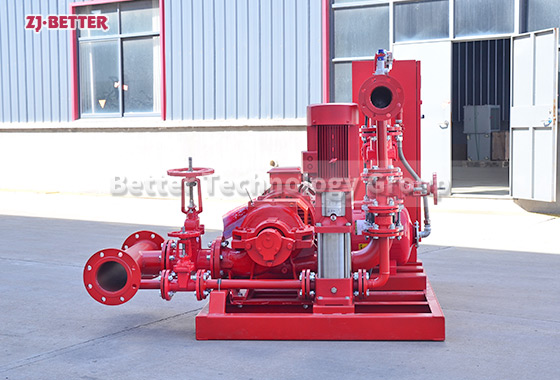
High-performance horizontal split case fire pump designed for reliable fire protection in industrial facilities, commercial buildings, power plants, warehouses, and municipal systems. Featuring stable operation, high flow capacity, efficient hydraulic design, durable materials, and easy maintenance, this fire pump ensures rapid water supply and dependable performance in emergency firefighting systems while meeting demanding safety and reliability requirements.
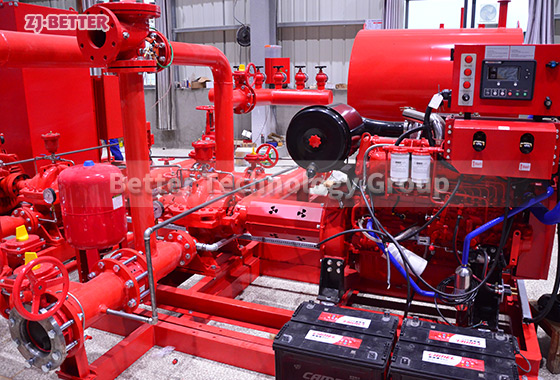
The Heavy-Duty Diesel Engine Fire Pump Unit for Industrial Fire Protection Systems is a high-reliability fire water supply device specifically designed for large-scale industrial fire protection systems. It plays a crucial role in fire safety systems in high-risk locations such as petrochemical plants, power plants, steel metallurgy plants, large warehousing and logistics centers, ports, airports, and large manufacturing plants. With the continuous expansion of modern industry, various production, storage, and energy facilities place higher demands on the stability and reliability of fire protection systems. In the event of a fire, a stable, high-pressure, and high-flow-rate fire water supply must be provided in the shortest possible time to ensure that sprinkler systems, fire hydrant systems, and other fire extinguishing equipment can be quickly put into operation. Diesel engine-driven fire pump units have become widely used in this context. With its independent power system as its core advantage, it can quickly start and continue to operate stably even in the event of a power system failure or power outage, thus ensuring a reliable water supply capacity for the fire protection system in any emergency. This type of fire pump unit adopts a high-strength structural base and an overall modular design. Key components such as the pump body, diesel engine, cooling system, control system, and piping system are all rationally laid out and precisely installed, making the entire unit compact, easy to install, and possessing excellent operational stability. The pump body is typically made of high-strength cast iron or high-quality alloy materials, possessing excellent pressure resistance and corrosion resistance, maintaining stable operation in long-term high-load environments. Simultaneously, precise hydraulic design improves pump efficiency and reduces hydraulic losses, enabling the equipment to provide high head and large flow while maintaining high energy utilization efficiency. The impeller undergoes dynamic balancing and adopts an advanced flow channel design, allowing water to flow smoothly within the pump body, thereby reducing vibration and noise and effectively extending the equipment’s service life. The diesel engine, as the core power source of the entire fire pump unit, possesses high output power, high torque, and excellent fuel economy, enabling stable operation under various complex environmental conditions, maintaining reliable starting performance even in high-temperature, low-temperature, or high-humidity environments. The engine system is equipped with a complete fuel supply system, lubrication system, and cooling system, ensuring that the equipment maintains good working condition even during long-term continuous operation. High-efficiency radiators and forced-circulation cooling systems can quickly dissipate the heat generated during engine operation, thus preventing equipment performance from being affected by overheating and effectively extending the service life of the engine and related components. The control system is a crucial component for the automated operation of the diesel engine fire pump unit. Through advanced automatic control technology, it can achieve functions such as automatic start-up, automatic shutdown, remote monitoring, and multiple safety protections. When the fire protection system detects a drop in pipeline pressure or a fire alarm signal, the control system can immediately issue a start command, causing the diesel engine to start rapidly and drive the fire pump into operation, establishing a stable fire water supply pressure in a very short time. The control system also has multiple protection functions, including low oil pressure protection, high water temperature protection, overspeed protection, and battery voltage monitoring. Once an abnormality is detected, it will promptly issue an alarm signal and take protective measures to ensure safe equipment operation. To further enhance equipment reliability and ease of operation, the unit is typically equipped with an intuitive control panel and display system. Operators can use the control panel to view the equipment’s operating status, pressure parameters, engine speed, and system alarm information in real time, thereby promptly understanding the equipment’s operating status and performing necessary maintenance and management. The entire fire pump unit is designed with the complex operating environment of industrial sites in mind, and therefore has been comprehensively optimized in terms of structural strength, shock resistance, and corrosion resistance. The robust steel base effectively absorbs vibrations generated during operation, maintaining stable unit operation. The base surface is typically treated with anti-corrosion coatings, allowing for long-term use in humid or corrosive environments without rusting. External piping is made of pressure- and corrosion-resistant materials and equipped with high-quality valves and connecting components, ensuring reliable sealing even under high-pressure operating conditions and preventing leaks. To adapt to the needs of different fire protection systems, this type of fire pump unit offers significant flexibility in flow and head ranges, allowing configuration according to the fire protection design standards of different projects to meet the fire water supply needs of industrial facilities of varying sizes. In large industrial parks or critical infrastructure, diesel-powered fire pump units are typically used as main or backup fire pumps. When electric fire pumps fail, diesel pump units can be immediately put into operation, providing a stable water supply for the entire fire protection system. Because its independent power system does not rely on external power supply, it can still play a crucial role in extreme situations, significantly improving the safety level of the entire fire protection system. The equipment is manufactured and tested in strict accordance with relevant fire protection standards and quality control procedures. Each unit undergoes performance testing, pressure testing, and operational testing before leaving the factory to ensure stable and reliable performance in practical applications. Furthermore, the modular design facilitates installation and maintenance, allowing users to flexibly arrange the equipment according to site conditions. It also enables rapid replacement of key components during later maintenance, reducing maintenance costs and downtime. Through advanced design concepts, high-quality material selection, and rigorous manufacturing processes, this heavy-duty industrial diesel engine fire pump unit can maintain long-term stable operation in various complex environments, providing strong safety assurance for industrial fire protection systems. In the context of continuous development in modern industrial production and urban infrastructure construction, fire safety has become a crucial area of concern for enterprises and society. High-performance diesel engine fire pump units, with their independent power, high reliability, and powerful water supply capacity, have become indispensable key equipment in large-scale fire protection systems, playing a vital role in ensuring personnel safety, protecting property, and maintaining production continuity. By continuously optimizing the hydraulic structure design, improving the efficiency of the power system, and perfecting the intelligent control technology, this type of fire pump equipment can not only meet the current needs of industrial fire protection systems, but also adapt to more stringent fire safety standards in the future, providing stable, reliable, and efficient fire water supply solutions for various high-risk locations.