Small Capacity Electric Fire Booster Pump for Automatic Fire Systems
Small capacity electric fire booster pump designed for automatic fire protection systems, providing stable pressure maintenance, reliable performance, compact structure, and efficient operation for sprinkler systems, hydrant networks, and building fire safety applications.
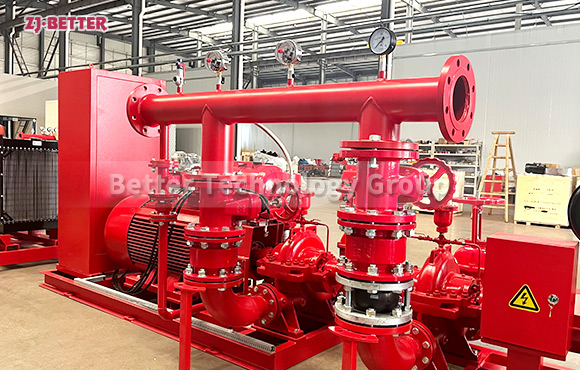
Small Capacity Electric Fire Booster Pump for Automatic Fire Systems is a low-flow, high-efficiency fire water supply device specifically designed for modern fire protection systems. It plays a crucial role in various building fire protection systems, ensuring stable pressure, rapid response, and the normal operation of fire pipeline networks. With the continuous increase in urban building density and the upgrading of fire safety standards, traditional fire water supply methods are no longer sufficient to meet the requirements of modern buildings for stable water pressure, rapid start-up, and automated system management. Due to its compact structure, stable operation, rapid start-up, and convenient maintenance, the small electric fire booster pump has gradually become a key device in automatic sprinkler systems, fire hydrant systems, and fire pipeline network pressure stabilization systems. This type of fire pump drives a centrifugal pump with an electric motor, automatically starting when the fire system pressure drops or needs to be replenished, providing continuous and stable pressure compensation to the pipeline network. This ensures that the entire fire protection system remains readily available under any circumstances, providing a stable and reliable fire-fighting water source at the first sign of a fire. The equipment boasts a compact and rational overall structure, primarily composed of an electric motor, a centrifugal fire pump, a base frame, a control system, and related piping components. Through precision machining and a well-planned layout, the entire system occupies a small area yet offers complete functionality, making it particularly suitable for equipment rooms with limited space and engineering projects with stringent installation requirements. The electric motor, as the core power source, employs a high-efficiency, energy-saving design, featuring stable operation, low vibration, low noise, and low maintenance costs. It maintains stable performance even under prolonged continuous operation, providing a continuous and reliable power source for the fire protection system. The centrifugal fire pump, directly connected to the motor, utilizes an optimized hydraulic model design to ensure smoother water flow within the pump body, effectively reducing hydraulic losses and improving overall operating efficiency. Simultaneously, it achieves higher energy utilization while maintaining stable pressure output. The pump body is typically constructed from high-strength cast iron or high-quality ductile iron, possessing excellent pressure resistance and corrosion resistance. It maintains stable and reliable operation even in complex environments. The internal impeller undergoes precision dynamic balancing, ensuring good stability during high-speed rotation, thereby reducing mechanical wear and extending the equipment’s service life. To further enhance the reliability and safety of the equipment, the system is typically equipped with automatic control devices and pressure detection systems. By monitoring changes in pipeline pressure in real time, the booster pump automatically starts when the pressure falls below the set value and automatically stops operating when the pressure returns to normal, achieving fully automated pressure regulation. This not only effectively reduces manual operation but also ensures that the fire protection system always maintains optimal operating conditions. This equipment has extremely high adaptability in practical applications and can be widely used in various locations such as high-rise buildings, commercial complexes, residential communities, industrial plants, warehousing and logistics centers, and public facilities. In the fire protection systems of these locations, the small-flow fire booster pump is usually used as a pressure stabilizing pump or auxiliary booster device, continuously maintaining pipeline pressure while the system is on standby, preventing pressure drops due to pipeline leaks or water pressure fluctuations, thus ensuring the fire protection system is always ready to be activated. When a fire occurs, before the large main fire pump starts, the pressure stabilizing booster pump can provide the necessary pressure replenishment in a short time, ensuring that the sprinkler system or fire hydrant system can be quickly put into use, buying valuable time for initial fire suppression. Besides stable performance and high efficiency, small electric fire booster pumps also offer significant advantages in installation and maintenance. Due to their modular design, most of the assembly and testing is completed before leaving the factory, requiring only simple pipe connections and electrical wiring on-site for immediate use. This greatly shortens the installation cycle and reduces uncertainties during installation. The equipment base typically uses an integral steel structure design, providing excellent load-bearing capacity and seismic resistance, effectively absorbing vibrations generated during operation and ensuring long-term stable operation. In terms of maintenance, the rational structural design provides ample space for maintenance of key components, allowing for convenient daily inspections, lubrication, and parts replacement, significantly reducing maintenance difficulty and costs. To meet the needs of different projects, this type of fire pump system is typically designed to support multiple parameter configurations, such as different flow ranges, head ranges, and motor selections of different power ratings. This allows the equipment to adapt to fire protection systems of various sizes, from small building fire protection systems to large industrial facility fire protection systems. Meanwhile, the equipment can be configured with different types of control systems according to project needs, such as basic automatic control systems, remote monitoring systems, and intelligent fire control systems. By connecting with the building’s fire control center, it can achieve functions such as remote monitoring, fault alarms, and automatic operation recording, making fire system management more intelligent and efficient. In terms of energy saving, the small-flow electric fire booster pump also performs well. Through optimized hydraulic design and the combination of a high-efficiency motor, it minimizes energy consumption while ensuring stable output, thereby reducing system operating costs. It also reduces the heat and noise generated during equipment operation, making it more suitable for the energy-saving and environmentally friendly requirements of modern buildings. During the manufacturing process, the equipment typically undergoes rigorous quality inspection and performance testing, including water pressure testing, operational stability testing, and long-term load testing, to ensure that each piece of equipment meets stable and reliable performance standards before being put into use. This strict quality control not only improves the overall reliability of the equipment but also provides a solid guarantee for the safe operation of the fire protection system. With the development of modern fire protection technology, fire water supply systems are constantly upgrading towards greater intelligence, efficiency, and reliability. As a crucial component of fire protection systems, the technical level and performance stability of small electric fire booster pumps directly impact the safe operation of the entire system. Through continuous optimization of design structure, improvement of manufacturing processes, and the introduction of advanced control technologies, these devices can operate stably in various complex environments, providing continuous and reliable protection for building fire safety. Overall, small-capacity electric fire booster pumps, with their advantages of compact structure, stable operation, high degree of automation, convenient maintenance, and energy efficiency, have become an indispensable piece of equipment in modern fire water supply systems. Whether used as core pressure stabilizing equipment in new building projects or as auxiliary booster equipment in the renovation and upgrading of existing fire protection systems, they play a vital role. By continuously and stably maintaining the pressure of the fire pipeline network, they ensure that the fire protection system can respond quickly in critical moments, providing reliable protection for the safety of people and property. In the future, with the continuous expansion of urban construction and the continuous improvement of fire safety standards, small electric fire booster pumps will be widely used in more fields and play an increasingly important role in ensuring building fire safety.