High Efficiency Horizontal Split Case Fire Pumps Enhancing Fire Water Supply Capacity
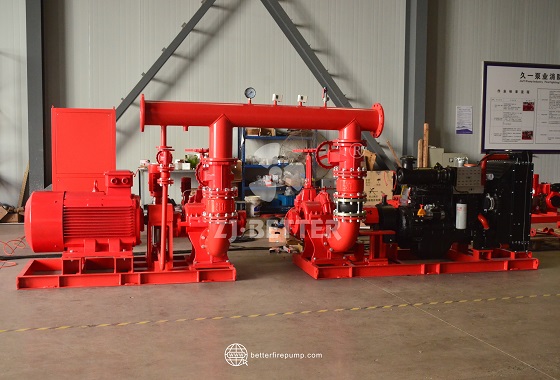
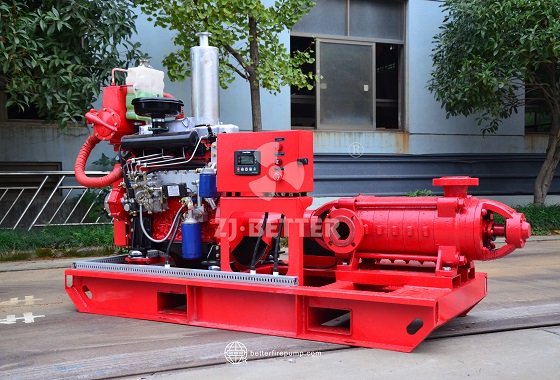
High-efficiency horizontal split-type fire pumps are designed specifically for large-scale fire water supply systems. They have advantages such as large flow rate, high efficiency, stable operation, and convenient maintenance. They are widely used in industrial fire protection, commercial buildings, and large fire pump room systems to ensure stable and reliable fire water supply.
In modern fire protection engineering systems, stable and reliable fire water supply equipment is a crucial foundation for ensuring building safety and industrial production safety. With the continuous expansion of urban construction and the increasing complexity of industrial facilities, various high-rise buildings, industrial parks, petrochemical bases, ports, and large-scale warehousing and logistics centers place higher demands on fire water supply systems. In emergencies, fire protection systems must be able to quickly activate and continuously provide a sufficient water source to ensure the stable operation of automatic sprinkler systems, fire hydrant systems, and fire monitor systems. Among various types of fire pump equipment, horizontal split-type fire pumps have become widely used and important equipment in large-scale fire water supply systems due to their stable structure, large flow rate, high efficiency, and convenient maintenance. High-efficiency horizontal split-type fire pumps, through optimized hydraulic design and structural layout, can provide a continuous and stable water supply capacity in large-scale fire protection systems, thereby effectively improving the safety and reliability of the entire fire protection system. Horizontal split-type fire pumps typically adopt a split-case pump body structure design, with the pump casing divided into upper and lower parts in the horizontal direction, connected by bolts to form a complete structure. This design not only facilitates equipment installation and maintenance but also allows for internal component inspection without disassembling the inlet and outlet pipes, significantly reducing maintenance time and improving equipment maintainability. The split structure also makes the internal flow channels of the pump more symmetrical, ensuring stable water flow after entering the impeller, thus reducing hydraulic losses and improving pump efficiency. During fire protection system operation, the high-efficiency pump structure ensures stable pressure and flow during water delivery, guaranteeing reliable water supply to the fire protection network under any circumstances. The core component of the horizontal split-type fire pump is the high-performance impeller, typically manufactured using precision machining and rigorously designed with a hydraulic model to efficiently convert mechanical energy into kinetic energy during rotation. Optimizing the impeller structure and flow channel design allows the pump to maintain high efficiency over a wide flow range, which is particularly important for fire protection water supply systems, as fire equipment may experience flow variations depending on different fire extinguishing needs. The high-efficiency impeller not only improves the overall performance of the pump but also reduces energy consumption, ensuring good economic performance during long-term operation. To further improve equipment reliability, impellers and pump casings are typically made of high-strength, corrosion-resistant materials, ensuring stable performance even in environments with prolonged water contact. Horizontal split-type fire pumps are typically driven by either electric motors or diesel engines. In buildings or industrial projects with stable power supplies, electric motor drives offer high-efficiency power output and advantages such as stable operation, low noise, and simple maintenance. In fire protection systems with unstable power conditions or requiring backup power, diesel engine drives can continue to provide power in the event of a power outage, ensuring the fire water supply system continues to operate normally in emergencies. Diesel power systems have strong torque output capabilities, enabling them to drive the fire pump to its rated speed quickly, rapidly establishing pressure in the fire pipeline network and providing timely water support for firefighting operations. To ensure a rapid response from the fire protection system in the event of a fire, horizontal split-type fire pump units are typically equipped with advanced automatic control systems. This system monitors the fire pipeline network pressure in real time using pressure sensors. When the network pressure drops to a set value, the control system automatically starts the fire pump and begins supplying water, ensuring the fire protection system can be operational immediately. Automatic control systems typically also possess multiple safety protection functions, such as motor overload protection, engine overspeed protection, low oil pressure protection, and high temperature protection. These protection functions effectively prevent equipment from operating under abnormal conditions, thereby extending equipment lifespan and improving overall system safety. In some modern fire protection projects, the control system can also be linked with the fire alarm system. When a fire alarm signal is triggered, the system can automatically start the fire pump, further shortening the response time. High-efficiency horizontal split-type fire pumps are usually used as the main fire pumps in large fire pump rooms, forming a complete fire water supply system together with pressure-stabilizing pumps and standby fire pumps. The pressure-stabilizing pump is mainly responsible for maintaining the daily pressure of the fire pipeline network, while the main fire pump provides a large flow of water during a fire. In this system structure, the split-type fire pump, with its high efficiency and large flow rate, can provide a large amount of water to the fire protection system in a short time, thereby meeting the needs of large-scale fire suppression. In addition, in some large industrial projects, to further improve water supply capacity, multiple fire pumps are usually operated in parallel, increasing the number of pump sets to expand the system’s water supply capacity. This design not only improves the overall reliability of the fire protection system but also ensures the system continues to operate normally even if a single unit fails. Horizontal split-type fire pumps also offer significant advantages in installation and operational stability. Due to their horizontal structure, the pump body has a low center of gravity, maintaining good stability during operation and reducing vibration and noise. The pump shaft is typically equipped with a high-quality bearing system, ensuring smooth operation even at high speeds. Simultaneously, the high-performance mechanical seal effectively prevents leakage, guaranteeing excellent sealing performance over long-term operation. To ensure adaptability to different application environments, split-type fire pumps can often be configured with pump bodies and impellers made of different materials to meet varying water quality conditions and operating environment requirements. Horizontal split-type fire pumps also offer significant advantages in maintenance. Because of their split-case structure, maintenance personnel only need to disassemble the upper part of the pump casing to access the internal impeller and shaft assembly for inspection and maintenance, without disassembling the entire equipment or piping system. This design not only reduces maintenance workload but also shortens equipment downtime, allowing the fire protection system to return to standby status more quickly. During long-term use, regular checks of bearing lubrication, sealing conditions, and impeller wear ensure the equipment maintains optimal operating condition. With the development of modern fire protection technology, high-efficiency horizontal split-type fire pumps are continuously undergoing technological upgrades. For example, advanced computational fluid dynamics design optimizes the internal flow channel structure of the pump body, further improving hydraulic efficiency; high-performance materials enhance corrosion and wear resistance; and intelligent control systems enable remote monitoring and automated operation management. These technological advancements enable split-type fire pumps to maintain stable performance in more complex fire protection engineering environments. Overall, high-efficiency horizontal split-type fire pumps play a vital role in modern fire water supply systems due to their advantages such as large flow rate, high efficiency, stable operation, and convenient maintenance. Whether in large industrial facilities, commercial buildings, public infrastructure, or energy engineering projects, this type of equipment provides a stable and reliable water source for fire protection systems, thus providing strong support for firefighting operations during fires. With continuously improving fire safety standards and the increasing number of large-scale buildings and industrial projects, high-efficiency horizontal split-type fire pumps will play an even more important role in future fire protection engineering, providing more efficient, safe, and reliable solutions for various fire water supply systems.