Reliable Motor Driven Fire Pump Unit for Automatic Fire Sprinkler Systems
High-performance electric motor driven fire pump designed for automatic fire sprinkler systems, delivering stable high pressure, reliable water supply, efficient operation, durable construction, and dependable fire protection for commercial buildings, industrial facilities, warehouses, and large infrastructure projects.
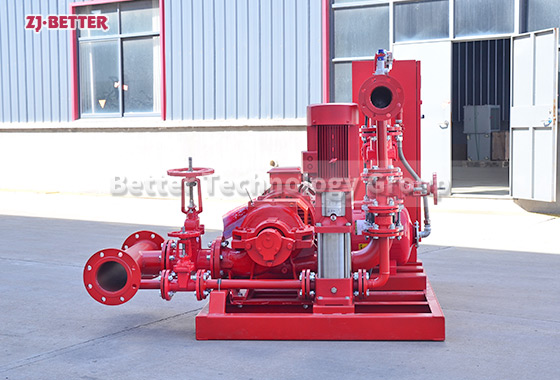
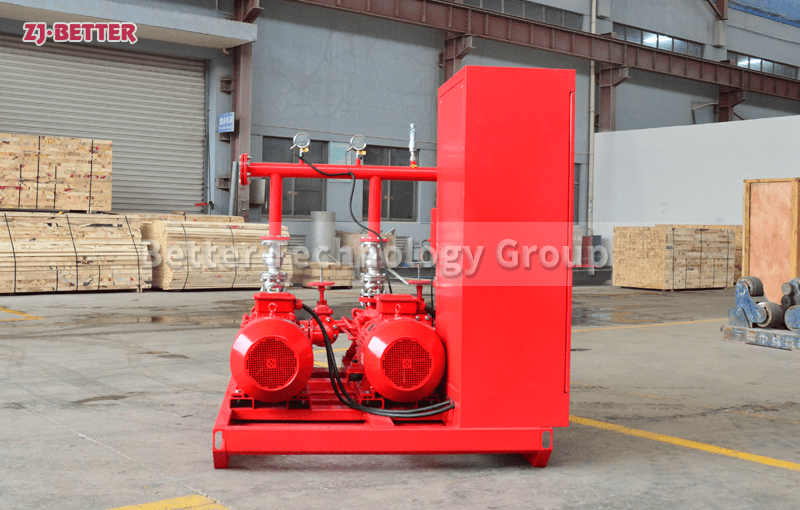
In modern building fire safety systems, a stable and reliable fire water supply system is a crucial infrastructure for ensuring the safety of people and property. As the core equipment of the fire water supply system, the performance and reliability of the motor-driven fire pump unit directly determine the operational efficiency and fire extinguishing effect of the entire fire protection system in emergency situations. A reliable motor-driven fire pump unit used in automatic fire sprinkler systems is a high-performance water supply device specifically designed for building fire protection engineering. Through the combination of a high-efficiency motor and a high-performance centrifugal pump structure, it can quickly provide a stable, continuous, and high-pressure water source during a fire, ensuring that the automatic sprinkler system, fire hydrant system, and other fire pipeline equipment can start and function promptly. This type of fire pump unit is designed with the long-term standby and instantaneous start-up requirements of the fire protection system in mind. It adopts an industrial-grade high-strength structural design, enabling the equipment to maintain excellent operating performance even in a long-term static standby state. Once the system detects a fire signal, the fire pump unit can quickly start and reach its rated operating state in a very short time, thus providing a stable and reliable fire extinguishing water source for the automatic sprinkler system. In terms of structural design, this fire pump unit typically adopts a horizontal centrifugal pump structure with a compact and reasonable overall layout. The pump body is made of high-strength cast iron or ductile iron, possessing excellent pressure resistance and impact resistance, enabling long-term stable operation under high pressure and high flow conditions. Simultaneously, the internal hydraulic design has been precisely optimized, resulting in smoother water flow channels, reduced hydraulic losses, and thus improved overall efficiency and reduced operating energy consumption. The impeller section undergoes high-precision dynamic balancing, ensuring stable mechanical condition during high-speed operation, reducing vibration and noise, and improving equipment reliability and service life. The bearing system utilizes high-quality wear-resistant bearings and an efficient lubrication system, maintaining good stability of the pump shaft during long-term continuous operation, effectively reducing equipment maintenance frequency and extending service life. Regarding the power system, this fire pump unit is equipped with a high-performance electric motor as the drive core. The motor adopts industrial-grade design standards, featuring rapid start-up, stable operation, high efficiency, and convenient maintenance. Furthermore, the motor’s power range can be flexibly configured according to the needs of different fire protection systems to meet the varying flow and pressure requirements of fire protection systems in buildings of various sizes. The motor and pump body are connected via a high-precision coupling, ensuring more stable and efficient power transmission and reducing mechanical losses caused by axial misalignment, thereby further improving the overall operating efficiency of the equipment. To ensure stable operation of the fire protection system under various environmental conditions, the fire pump unit incorporates multiple reliability designs during manufacturing. For example, the reinforced base structure effectively absorbs vibrations generated during operation and maintains overall stability. The base is manufactured using high-strength steel structure welding technology, and its surface is treated with anti-corrosion coating, ensuring the equipment maintains good structural strength and corrosion resistance even in humid environments or under long-term operating conditions. Furthermore, in practical applications of fire protection systems, automatic control is also a crucial component of the fire pump unit. This equipment can typically be linked with the fire control system. When the fire alarm system in the building detects smoke or high-temperature signals, the control system automatically sends a start command, causing the fire pump unit to immediately start and provide sufficient water pressure to the sprinkler system network. This ensures that each sprinkler head can spray high-pressure water within a specified time, quickly covering the fire area and controlling the spread of the fire. In terms of system design, fire pump units can also be used in conjunction with pressure stabilizing equipment, pressure tanks, and backup power systems to form a complete fire water supply system structure. When the system is in normal standby mode, the pressure stabilizing equipment can maintain stable pipeline pressure. Once a pressure drop or fire start signal occurs, the main fire pump can automatically start operation, thereby achieving efficient and reliable fire water supply. This type of fire pump unit is widely used in various building fire protection projects, including large commercial complexes, high-rise office buildings, hotels, hospitals, industrial plants, warehousing and logistics centers, underground garages, and public transportation facilities. These places typically have extremely high requirements for the stability and reliability of fire protection systems, and motor-driven fire pump units, with their efficient and stable operating performance, have become core equipment in many projects. In actual operation, this equipment can not only provide a stable high-pressure water flow but also maintain good operating efficiency, thereby reducing energy consumption during long-term operation and lowering the overall system operating cost. Furthermore, in terms of maintenance and management, this fire pump unit features a simple design, convenient operation, and a rational layout of key components, enabling maintenance personnel to quickly complete daily inspections and maintenance work. This includes periodically checking bearing lubrication, sealing structures, and motor operation, ensuring the equipment remains in optimal operating condition. With the continuous expansion of modern building scale and the increasing sophistication of fire safety standards, the importance of high-performance fire pump units in fire protection engineering is becoming increasingly prominent. By employing advanced hydraulic design technology and high-quality manufacturing processes, this type of equipment can operate stably under various complex conditions and provide a continuous and reliable water supply for automatic sprinkler systems, effectively improving the overall safety level of building fire protection systems. Simultaneously, the design of this fire pump unit fully considers the convenience of installation and transportation. Its compact structure and reasonable weight distribution allow for quick installation in fire pump rooms or equipment platforms using standardized bases, significantly shortening the construction cycle and reducing installation costs. During long-term operation, the equipment, with its stable mechanical structure and efficient power system, can continuously provide stable water pressure and ensure the automatic sprinkler system is always in optimal working condition, thus rapidly forming a highly efficient fire-extinguishing water curtain in the event of a fire, minimizing the losses caused by the fire. Overall, reliable motor-driven fire pump units used in automatic fire sprinkler systems are professional fire protection equipment that integrates high efficiency, high reliability, and high stability. Through optimized structural design, advanced hydraulic performance, and a stable power system, they provide a solid and reliable water supply guarantee for modern building fire protection systems, playing a vital role in various fire protection projects and becoming one of the important devices for ensuring building safety and the safety of people’s lives and property.