Durable Diesel Engine Fire Pump Package for Critical Infrastructure Fire Protection
Durable diesel engine fire pump designed for reliable emergency firefighting water supply. Featuring high efficiency, stable pressure output, independent power operation, and strong performance for industrial facilities, warehouses, power plants, commercial buildings, and critical infrastructure fire protection systems.
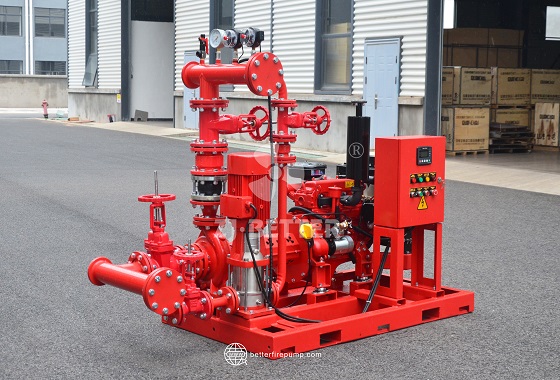
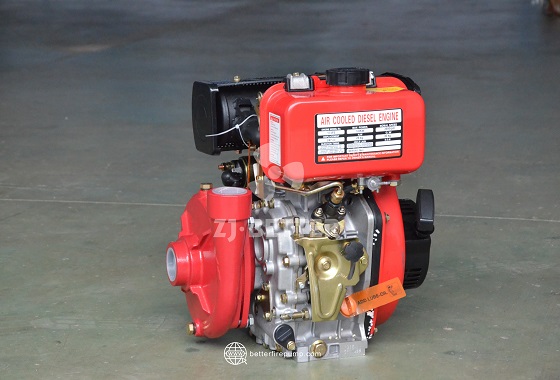
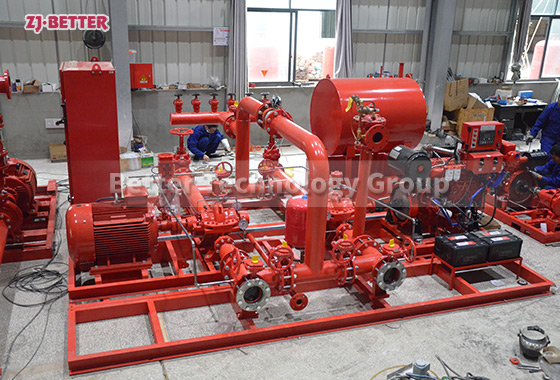
In modern urban fire safety systems and industrial safety assurance systems, the reliability and stability of fire-fighting water supply equipment directly affect the efficiency of emergency response and the safety of personnel and property during a fire. Durable diesel engine fire pump units, as an important type of fire-fighting water supply equipment, are widely used in fire protection systems of industrial parks, energy facilities, transportation hubs, large warehousing centers, ports, and various critical infrastructures. Compared with traditional electric fire pumps, diesel engine-driven fire pump units have independent power systems, do not rely on external power supplies, and can still operate stably in the event of power outages or emergencies, thus becoming core equipment in many critical fire protection systems. This type of fire pump unit uses a combination design of a high-performance diesel engine and a high-efficiency centrifugal fire pump, achieving efficient power output through an advanced mechanical transmission structure. This allows the pump to quickly establish stable pressure and continuously provide a large flow of fire-fighting water, ensuring sufficient and stable water supply support for fire sprinkler systems, fire hydrant systems, and fire monitor systems at the first moment of a fire.
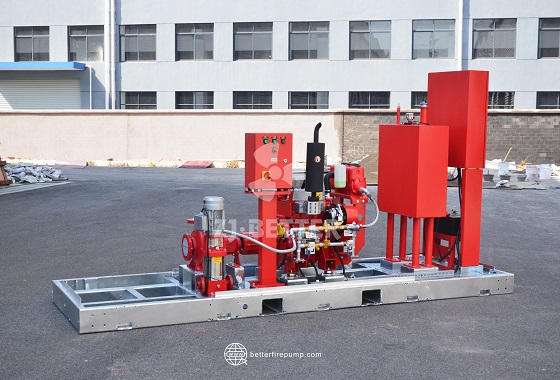
In terms of structural design, this type of diesel engine fire pump unit adopts an integral steel structure base, which undergoes precision welding and anti-corrosion treatment, providing excellent seismic resistance and stability, and adapting to the installation and operation requirements of various complex environments. The base structure has undergone mechanical optimization design, ensuring precise alignment between the diesel engine, coupling, and centrifugal pump, reducing vibration and wear during equipment operation, thereby extending the overall service life of the unit. Simultaneously, the unit is equipped with a high-efficiency cooling system, using a large radiator and forced air cooling structure to ensure the engine maintains a stable temperature even under prolonged high-load operation, effectively preventing overheating and improving the reliability of the equipment under extreme environmental conditions. To meet the flow and pressure requirements of different fire protection systems, this type of fire pump typically adopts a high-efficiency single-stage or multi-stage centrifugal pump structure. The hydraulic model has been professionally designed and optimized, ensuring the pump body maintains good hydraulic efficiency while guaranteeing high head output, thereby reducing energy consumption and improving overall operating efficiency.
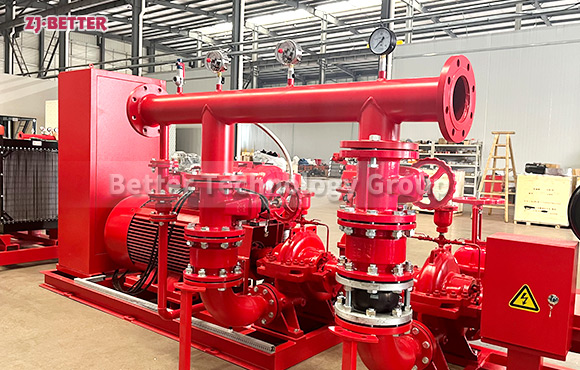
In terms of performance, diesel engine fire pump units feature rapid start-up and automatic control. When the fire protection system detects a drop in pipeline pressure or receives a fire alarm signal, the control system can automatically start the diesel engine and drive the fire pump into operation within a short time, thus achieving emergency water supply. The automatic control system is typically equipped with an intelligent control panel that can monitor key parameters such as engine speed, oil pressure, water temperature, battery voltage, and operating status in real time. In case of any abnormality, the system will promptly issue an alarm signal and take protective measures to ensure safe and reliable equipment operation. To improve system stability and redundancy, diesel fire pump units are usually combined with electric fire pumps and pressure-stabilizing pumps to form a complete fire water supply system. The diesel fire pump serves as a backup power source, automatically activating when the main power supply fails to ensure a continuous and stable water supply to the fire protection system.
In terms of durability, these fire pump units utilize high-strength cast iron or ductile iron pump casing structures. The internal flow channels are precision-machined and treated with anti-corrosion coatings, ensuring the pump body maintains good corrosion resistance and wear resistance even when transporting clean water or fire-fighting water containing small amounts of impurities over long periods. The impeller is made of high-strength materials and undergoes dynamic balancing to ensure stable operation during high-speed operation. The shaft sealing system typically employs high-quality mechanical seals or packing seals, effectively preventing liquid leakage and reducing maintenance requirements. Meanwhile, key connecting components in the unit utilize high-strength fasteners, maintaining stable structural performance under prolonged operation and frequent start-stop conditions, thereby improving overall equipment reliability.
In terms of application areas, durable diesel engine fire pump units are widely used in fire protection systems for various critical infrastructures, such as petrochemical plants, natural gas processing plants, power plants, large logistics and warehousing centers, airports, ports, and urban commercial complexes. In the event of a fire in these locations, a large and stable fire water supply is often required within a very short time, thus placing extremely high demands on the reliability of fire protection equipment. With its independent power system and high-performance water supply capacity, the diesel fire pump unit can operate continuously and stably in complex environments and emergency situations, providing reliable protection for the fire protection system. Furthermore, this type of equipment can also be used in remote areas or areas with unstable power supplies, capable of providing fire water supply even without a stable power source, thereby significantly improving the overall fire safety level.
To meet the requirements of fire protection codes in different countries and regions, this type of fire pump unit typically follows strict technical standards and quality control processes during design and manufacturing. Each unit undergoes rigorous performance testing before leaving the factory, including flow rate testing, pressure testing, start-up performance testing, and continuous operation testing, ensuring that the equipment meets design requirements under various operating conditions. Simultaneously, the control system and engine system undergo comprehensive testing to ensure the normal operation of automatic start-up functions, alarm systems, and protection devices. Through a rigorous quality management system and advanced manufacturing processes, this type of diesel fire pump unit exhibits excellent reliability, durability, and operational stability, maintaining stable performance over long-term use.
Regarding maintenance and management, the diesel engine fire pump unit is designed with ease of maintenance in mind. The equipment layout is rational, with sufficient maintenance space reserved for each key component, allowing technicians to easily perform routine inspections and maintenance. The engine fuel system, lubrication system, and cooling system all adopt a modular design, allowing maintenance personnel to quickly replace filters, engine oil, and other consumables, thereby reducing equipment downtime. Meanwhile, the control system also features automatic operation recording and fault diagnosis functions, enabling maintenance personnel to quickly locate problems and take corresponding measures, thus improving equipment management efficiency.
Overall, durable diesel engine fire pump units, as an important component of modern fire water supply systems, play a crucial role in fire safety due to their independent power, high reliability, high efficiency, and wide applicability. Whether in large industrial facilities, urban infrastructure, or important public buildings, this type of equipment can quickly start in emergencies and provide a stable and reliable fire water supply, buying valuable time for fire fighting. With the continuous development of fire protection technology and the continuous improvement of safety standards, diesel fire pump units are also being continuously optimized in design and manufacturing. Through more advanced power systems, efficient hydraulic models, and intelligent control technologies, the equipment’s performance, stability, and safety are constantly improved, thereby better meeting the needs of modern fire protection systems for highly reliable water supply equipment and providing long-term stable fire safety guarantees for various critical infrastructures.