Advanced Electric Fire Pump Module: Key Equipment for Fast Response and Stable Water Supply
The high-efficiency electric fire pump module features high-speed response, stable water supply, intelligent control, and energy-saving performance, making it suitable for professional fire protection solutions in high-rise buildings, industrial facilities, and complexes.
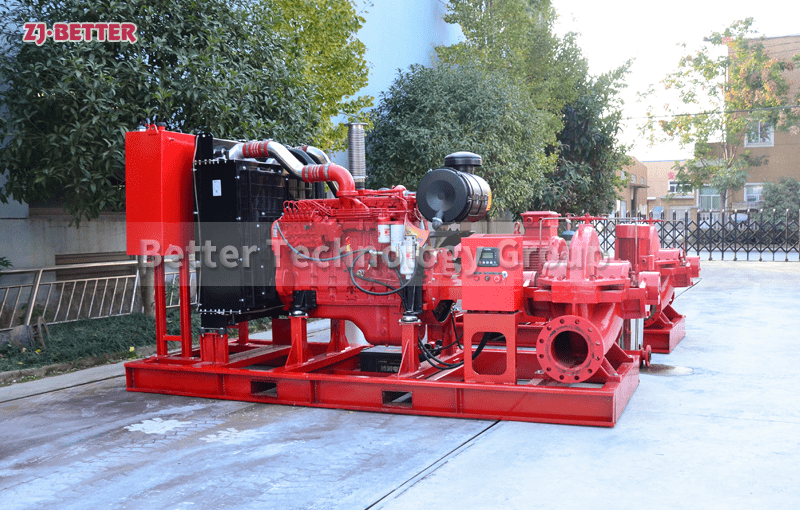
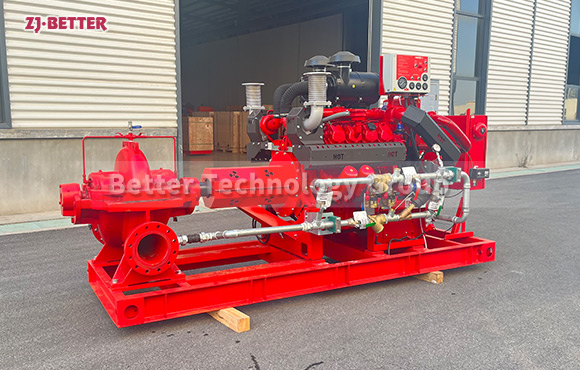
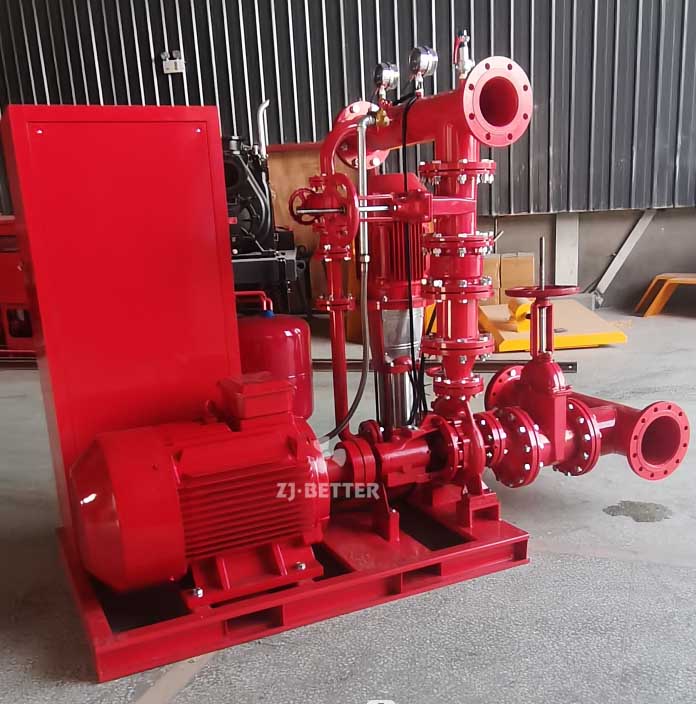
Advanced electric fire pump modules, as core power equipment in modern building fire protection systems, have gradually become essential fire water supply guarantees for various industrial, commercial, and public facilities due to their advantages such as high-speed response, high efficiency and stability, intelligent control, and durable operation. Their design concept revolves around four key objectives: rapid start-up, continuous water supply, stable pressure, and intelligent linkage. Through scientific structural configuration, electrical system optimization, and fluid dynamics design, they provide reliable hydraulic support for sprinkler systems, fire hydrant systems, and water curtain equipment in the event of a fire. With the continuous increase in building size, ongoing upgrades to fire protection codes, and the increasing integration and intelligence of fire protection systems, the importance of advanced electric fire pump modules in the entire water supply system is becoming increasingly prominent. Their performance directly determines the building’s emergency response capability in the early stages of a fire and its final fire safety level. The most crucial advantage of electric fire pump modules lies in their high-speed response capability. When the fire protection system detects a pressure drop or a fire alarm signal is transmitted to the control center, the electric pump can start rapidly within seconds, achieving high-pressure, high-flow output. This response speed significantly shortens the time it takes for the fire protection system to enter working condition, enabling the building to quickly establish effective suppression conditions in the early stages of a fire and reduce the risk of fire spread. Compared to traditional power sources, electric pumps offer a more direct starting method, eliminating the need for excessive mechanical transmission components. Relying on stable electrical drive output, coupled with modern control cabinets employing soft-start or frequency conversion control technology, the pump unit maintains a stable current even during instantaneous startup, preventing impact loads. This extends equipment lifespan and ensures system startup reliability. The second major advantage lies in stable water supply performance. Advanced electric fire pump modules typically employ high-efficiency hydraulic models, including optimized designs for the volute, impeller, and pump body flow channels, providing a stable pressure curve and balanced flow output during operation. For multi-story or high-rise buildings, high head capacity is crucial, and modular electric fire pumps can achieve continuous high-head water supply for extended periods, maintaining minimal pressure fluctuations in complex pipe networks. This ensures that sprinklers and fire hydrants receive sufficient water on different floors. Furthermore, to address minor leaks or natural pressure drops in the pipe network, the entire pump module is typically equipped with a pressure-stabilizing pump. This pump maintains constant system pressure through high-frequency, low-flow operation, reducing the need for frequent main pump starts, minimizing wear, and extending the overall system lifespan. Stable water supply is not only reflected in normal output but also in reliability under extreme conditions. Therefore, the pump body is made of corrosion-resistant, high-pressure-resistant, and fatigue-resistant metals, and undergoes multiple processing steps to ensure stable operation even in high-temperature, rapid temperature change, and water source environments containing impurities. The third key advantage comes from its high-efficiency and energy-saving design. With the widespread deployment of fire-fighting equipment in large commercial complexes, industrial parks, warehousing centers, and urban public buildings, the energy waste caused by prolonged pump standby has gradually attracted attention. Advanced electric fire pump modules optimize motor efficiency, improve hydraulic structure, reduce system resistance loss, and, combined with intelligent frequency conversion control, enable the pump to maintain minimum energy consumption during normal test runs or low-demand modes, while instantly switching to maximum efficiency output during fire modes. The motor adopts a structural design that meets international high-efficiency standards, combined with high-quality winding materials and precision machining processes, ensuring stable temperature rise during long-term operation, preventing motor overload, improving overall energy efficiency, and reducing operation and maintenance costs. The fourth advantage lies in its intelligent control and automated management capabilities. Advanced electric fire pump modules are typically equipped with a fully functional electrical control system. Through automatic detection, automatic start/stop, fault alarms, and linkage control, they can achieve unattended operation of the fire protection system. When abnormalities occur in pressure, flow, current, or temperature, the system can immediately start the backup pump, switch operating modes, or issue an alarm signal, while simultaneously recording relevant data for maintenance personnel to analyze. The control system generally supports fire linkage; when fire detectors, alarm controllers, or sprinkler systems issue start signals, the pump unit can quickly enter working condition without manual intervention. In addition, some advanced modules support remote monitoring, transmitting real-time operating parameters to the management center via a network platform, allowing maintenance personnel to monitor equipment status at any time and improve operational efficiency. The fifth advantage is its compact structure, high degree of modularity, and convenient installation and maintenance. Space resources are extremely valuable in modern building fire protection systems, especially in large computer rooms, electrical rooms, or underground equipment floors, where equipment layout requires more rational planning. Advanced electric fire pump modules adopt a modular layout, integrating the main pump, pressure-stabilizing pump, motor, control cabinet, and piping system onto a compact base structure, significantly reducing the installation footprint. Modular structures not only facilitate transportation and hoisting but also allow for rapid on-site assembly, connection, and wiring, significantly shortening the construction cycle. In terms of maintenance, modules typically employ a forward-looking inspection design, with key components easily disassembled, allowing for maintenance without extensive disassembly, reducing equipment maintenance frequency and costs. Furthermore, the modular design allows for parallel configurations in large projects, enabling dual or multiple pumps to operate in combination to meet higher flow demands or serve as redundancy, improving the overall reliability of the fire protection system. In terms of performance, advanced electric fire pump modules feature high head, high flow rate, long lifespan, and strong load-bearing capacity. The optimized internal flow channels of the pump body maintain low vibration and low noise during high-pressure operation, ensuring no additional interference when the system operates in enclosed environments. Its motor has a superior heat dissipation structure, combined with high-temperature resistant insulation materials, enabling the equipment to withstand prolonged full-load operation, meeting the high-standard fire protection requirements of various scenarios such as large commercial complexes, industrial production lines, high-rise buildings, and underground spaces. The system can also be equipped with different pump types, such as end-suction centrifugal pumps, multistage pumps, and vertical pipeline pumps, to meet different head, flow rate, and installation space requirements. In conclusion, advanced electric fire pump modules, with their rapid response mechanism, stable and continuous water supply capacity, high-efficiency energy-saving structure, intelligent control system, and modular installation design, play an irreplaceable role in modern fire water supply systems. They not only enhance a building’s ability to respond in the early stages of a fire but also provide highly reliable power support for the long-term operation of the fire protection system. Whether for high-performance industrial facilities or safe and stable public buildings, these electric fire pump modules can meet stringent fire protection requirements with their superior performance and comprehensive advantages, playing a crucial role in the overall fire protection system.