High Efficiency Vertical Fire Pump Package for Hydrant and Sprinkler Systems
High efficiency vertical fire pump packages designed for hydrant and sprinkler systems, offering compact structure, stable pressure, reliable startup, easy installation, and long-term performance for fixed fire protection applications.
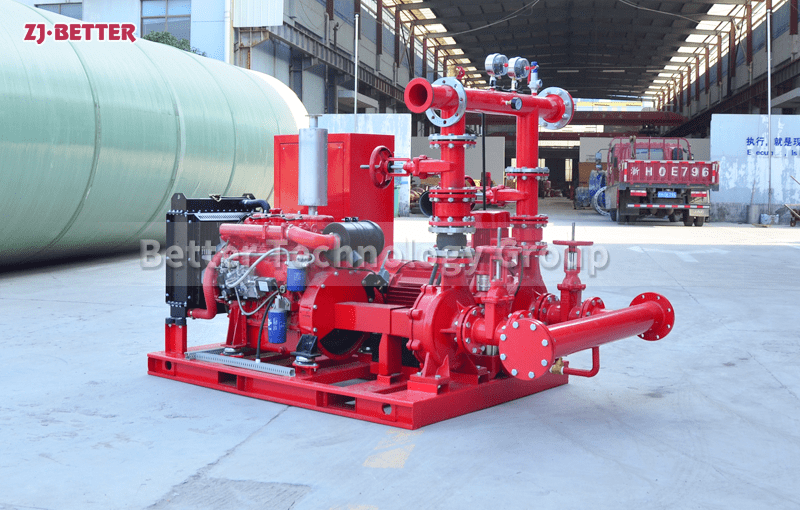
High-efficiency vertical fire pump units are a core water supply device widely used in modern fixed fire protection systems. They are primarily used in fire hydrant systems and automatic sprinkler systems, providing a stable, continuous, and design-compliant fire-fighting water supply during fires, while maintaining a good standby status during routine system operation to ensure rapid deployment in critical situations. These vertical fire pump units typically integrate a vertical multi-stage or single-stage fire pump, motor, control cabinet, inlet and outlet piping, valve assemblies, and necessary monitoring instruments into a compact and fully functional integrated solution. This is particularly suitable for building and industrial fire protection projects with limited pump room space, clearly defined system requirements, and high operational reliability demands. In terms of structural design, vertical fire pumps utilize a smaller axial footprint and a vertical arrangement, which is more efficient in terms of pump room space utilization compared to traditional horizontal pumps. Furthermore, the clear inlet and outlet water directions and simple piping layout effectively reduce system hydraulic losses and improve overall operating efficiency. The pump body is typically made of high-strength, pressure-resistant materials, and its internal flow channels undergo refined hydraulic optimization design. This ensures that the water flow remains stable even under high head and stable flow conditions, reducing eddies and energy loss, thereby achieving higher operating efficiency while meeting fire protection regulations. High efficiency is one of the key performance advantages of this type of vertical fire pump unit. By rationally matching the pump type and motor power, the equipment operates in its high-efficiency range under fire conditions. This not only enables the rapid output of the required flow and pressure during a fire but also helps reduce the motor load and minimize the hidden wear and tear caused by prolonged standby operation. The motor is typically a dedicated motor suitable for fire protection applications, possessing excellent insulation performance and reliable heat dissipation capabilities. It can adapt to the relatively humid or temperature-fluctuating environment inside the fire pump room, maintaining stable performance even under long-term operation or frequent starts. The control system in the unit is a crucial component ensuring its safe and reliable operation. It typically integrates automatic start, manual control, operating status display, and multiple protection functions. When the fire protection system detects a pressure drop or receives a linkage signal, the control system can quickly drive the vertical fire pump to start, ensuring that fire hydrants or sprinkler systems receive sufficient water in the shortest possible time. The control cabinet is equipped with comprehensive electrical protection measures, including overload, short circuit, and phase loss protection functions. In the event of abnormal operating conditions, it can promptly cut off the power supply and issue an alarm, reducing the risk of equipment damage and improving the overall system safety. Considering the different operating characteristics of fire hydrant and sprinkler systems, the high-efficiency vertical fire pump unit is designed with flow and pressure matching requirements in mind. It can meet the instantaneous high-flow-rate requirements of fire hydrant systems and adapt to the stable pressure and continuous water supply characteristics of sprinkler systems, ensuring that there are no issues with insufficient pressure or water flow fluctuations when multiple fire protection subsystems operate in tandem. The complete unit design means that all components are assembled and tested before leaving the factory. On-site installation only requires foundation fixing and piping and power connection before it can be put into use, significantly shortening the construction cycle, reducing on-site commissioning difficulty, and also reducing operational risks caused by inconsistent installation quality. From an operational stability perspective, vertical fire pumps, due to their reasonable axial force distribution and compact structure, exhibit less vibration during startup and operation. Combined with a stable base and appropriate pipeline support, they maintain good mechanical stability during frequent start-ups and shutdowns or prolonged operation, contributing to extended service life of bearings and seals. For equipment like fire hydrants and sprinkler systems, which are typically on standby, reliable startup performance is particularly crucial. High-efficiency vertical fire pump units are designed with a focus on startup response speed and success rate. Even after prolonged periods of inactivity, they can quickly enter a stable operating state upon receiving a startup command, buying valuable time for initial fire suppression. Ease of maintenance is another significant advantage of these units. Due to their clear overall structural layout and easily accessible key components, routine inspections, periodic maintenance, and necessary component replacements are relatively simple, effectively reducing operation and maintenance difficulty and management costs. This makes them particularly suitable for fire protection systems managed independently by property management units or factories. From a comprehensive application perspective, high-efficiency vertical fire pump units, with their advantages of small footprint, high efficiency, stable operation, convenient installation, and simple maintenance, have become a highly cost-effective and reliable water supply equipment choice for fire hydrant systems and automatic sprinkler systems. As building fire protection standards continue to rise and engineering projects increasingly demand higher levels of system integration and operational reliability, the application value of these vertical fire pump units in various fixed fire protection facilities is becoming increasingly prominent, providing a solid, durable, and efficient water supply guarantee for modern building and industrial fire protection systems.