How Diesel Fire Pump Sets Improve Long-Term Fire Protection System Stability
Learn how diesel fire pump sets improve the long-term operational stability of fire protection systems. This article provides an in-depth analysis of the advantages of diesel fire pump sets, including independent power, automatic start-up, intelligent control, efficient water supply, continuous operation, modular design, low maintenance costs, and wide application, providing stable and reliable fire water supply solutions for industrial buildings, commercial buildings, high-rise buildings, and municipal fire protection systems.
In modern fire-fighting water supply systems, stable and reliable fire-fighting equipment not only affects the fire safety level of buildings but also directly impacts the safety of people and property. With the increasing demands for reliability in fire protection systems in industrial plants, commercial complexes, data centers, hospitals, airports, ports, petrochemical plants, warehousing and logistics facilities, and high-rise buildings, diesel fire pump sets have become an essential component of many fire protection projects due to their advantages such as independent power, automatic start-up, continuous water supply, stable operation, and convenient maintenance. Especially under complex conditions such as power outages, grid failures, or extreme weather, diesel fire pump sets can quickly enter working condition, continuously providing stable pressure and flow to the fire protection network, establishing a solid and reliable water supply guarantee for the entire fire protection system. Compared to equipment relying on external power, diesel fire pump sets have higher independence and environmental adaptability, maintaining stable operation under various complex conditions. This effectively improves the long-term reliability, safety, and continuous water supply capacity of the fire protection system, providing a more comprehensive, efficient, and stable fire-fighting water supply solution for modern fire protection projects.
One of the biggest advantages of diesel fire pump sets is that their independent power system completely eliminates dependence on the external power grid. When a building catches fire, the power supply system is often susceptible to interruption due to fire, high temperatures, short circuits, or external factors. Traditional electric fire pumps may fail to start, while diesel fire pump sets can rely on their own engines to complete the entire water supply process, providing continuous fire-fighting water even in a complete power outage. This independent operation capability not only meets the requirements of modern fire codes for backup fire water supply equipment but also significantly improves the reliability of the entire fire protection system in the face of emergencies, making fire water supply more stable, safe, and efficient.
Excellent diesel fire pump sets typically use high-performance diesel engines as their power core. These engines are characterized by stable output power, low fuel consumption, high torque, and the ability to operate continuously for extended periods. After professional tuning, the engine can quickly reach its rated speed and maintain stable power output, ensuring the fire pump maintains stable pressure and flow. Even in situations where the fire lasts for a long time or requires continuous water supply for several hours or even longer, a high-quality diesel engine can still maintain stable operation without power degradation due to prolonged operation, thus ensuring the fire protection system remains in optimal working condition.
As the core of the entire system, the hydraulic design of the fire pump directly affects the system’s efficiency and long-term stability. Fire pumps manufactured using high-efficiency impellers, optimized flow channels, and precision machining technology boast higher hydraulic efficiency and lower energy loss. While ensuring high flow rate and high head output, they effectively reduce equipment vibration and operating noise. A well-designed impeller structure not only improves water supply efficiency but also reduces impeller wear during long-term operation, extending the overall service life of the unit. This ensures the fire protection system maintains stable performance over many years, providing a continuous and reliable water supply for building fire protection.
Modern diesel fire pump sets are typically equipped with intelligent control systems, enabling automatic detection, automatic start-up, automatic shutdown, fault alarms, and operational status monitoring. When the fire system pressure drops to a set value, the control system immediately issues a start command, rapidly starting the diesel engine and driving the fire pump. After the fire demand ends, the system automatically completes the shutdown and cooling process according to a pre-set program. The entire process requires no manual intervention, significantly improving fire response speed, reducing human error, and enhancing the long-term stability and automation level of the entire fire protection system.
To ensure the equipment is readily available for use, diesel fire pump sets typically feature automatic inspection and periodic self-start functions. The control system can automatically start the engine for a short period according to a preset time, performing a comprehensive inspection of the engine, battery, lubrication system, cooling system, and fire pump. This promptly detects potential faults and alerts maintenance personnel for handling. This automatic inspection mechanism effectively avoids start-up failures caused by prolonged equipment idleness, ensuring the fire-fighting equipment remains in good working order and improving long-term operational reliability.
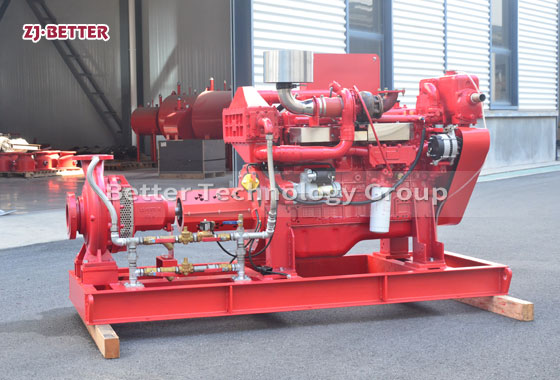
The diesel fire pump set’s structural design fully considers the requirements for long-term continuous operation. It utilizes a high-strength steel base, integrating the diesel engine, fire pump, coupling, control cabinet, fuel system, and piping system into a single platform. This integrated structure not only provides excellent overall rigidity but also effectively reduces equipment vibration, improves transmission accuracy, reduces coupling wear, and ensures stable long-term operation. Furthermore, the integrated design facilitates transportation, installation, and on-site commissioning, significantly shortening the construction cycle and improving project implementation efficiency.
To adapt to fire-fighting needs in different environments, the diesel fire pump set typically adopts a modular design, allowing for flexible configuration of equipment based on different flow rates, head, and installation conditions. Users can choose single pumps, dual pumps, or multi-pump combinations according to project needs. They can also configure supporting equipment such as pressure-stabilizing pumps, control cabinets, fuel tanks, cooling systems, and automatic water replenishment systems according to fire protection codes. This flexible configuration capability allows diesel fire pump sets to be widely used in various fire protection scenarios, including industrial parks, high-rise buildings, municipal engineering projects, airports, hospitals, schools, data centers, and large warehousing and logistics centers, meeting the long-term stable water supply requirements of different projects.
In terms of material selection, high-quality diesel fire pump sets extensively use corrosion-resistant, wear-resistant, and high-strength materials to manufacture key components, such as high-strength pump shafts, stainless steel impellers, high-quality mechanical seals, high-temperature bearings, and corrosion-resistant piping systems. These high-quality components effectively resist wear, corrosion, and fatigue generated during long-term operation, significantly extending equipment lifespan, reducing maintenance frequency and costs, ensuring the fire protection system maintains stable and reliable operation, and providing long-term safety assurance for buildings.
Diesel fire pump sets also place great emphasis on heat dissipation performance and engine protection. High-efficiency radiators quickly dissipate the large amount of heat generated during engine operation, keeping the engine within its optimal operating temperature range. Simultaneously, an intelligent temperature monitoring system monitors coolant temperature in real time, promptly issuing alarms when abnormal temperatures occur to prevent performance degradation or equipment damage due to overheating. Furthermore, the lubrication, fuel filtration, and air filtration systems work together to provide a consistently stable operating environment for the engine, improving long-term reliability.
Modern fire protection engineering increasingly emphasizes digital equipment management; therefore, diesel fire pump sets typically support remote monitoring and communication functions. Through communication interfaces, equipment operating status, engine parameters, pressure, flow rate, alarm information, and maintenance records can be uploaded to a central fire control system, enabling remote real-time monitoring and centralized management. Management personnel can monitor equipment operation without on-site presence, promptly arrange maintenance, improve equipment management efficiency, reduce the probability of equipment failure, and provide a more intelligent management method for the long-term stable operation of the fire protection system.
Diesel fire pump sets not only possess excellent operational stability but also high economic efficiency. Although the equipment is used as a backup fire protection system with relatively low normal operating time, a comprehensive automatic inspection system ensures that the equipment is always in good condition, preventing malfunctions caused by prolonged inactivity. High-efficiency diesel engines reduce fuel consumption and operating costs, while durable structural designs further reduce maintenance expenses, making the overall cost of use more economical and reasonable throughout the entire lifecycle, thus creating higher investment value for construction and equipment management units.
With the continuous development of fire protection technology, diesel fire pump sets are constantly upgrading towards intelligence, digitalization, modularization, and high reliability. More advanced electronic control systems, more efficient fire pump designs, more environmentally friendly diesel engines, and more comprehensive remote monitoring technology enable fire pump sets to better adapt to various complex fire protection environments in the future, providing continuous, stable, efficient, and safe water supply for modern building fire protection systems. Whether facing high-rise buildings, industrial parks, petrochemical facilities, or large public buildings, diesel fire pump sets, with their stable power output, rapid response capabilities, continuous water supply performance, and long-term reliable operation, establish a solid safety foundation for the entire fire protection system, becoming an indispensable and important component of modern fire water supply systems.


















.jpg)