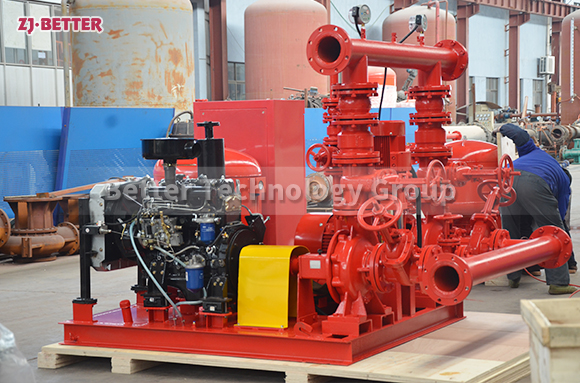
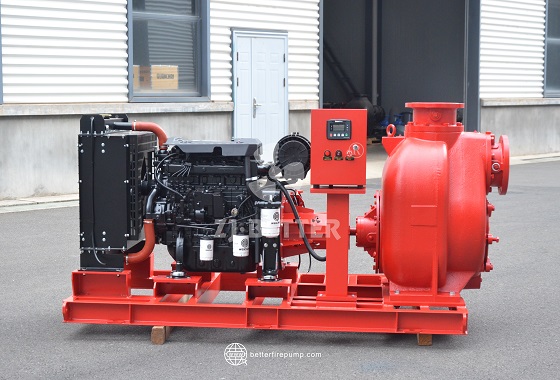
Modular Diesel Fire Pump System for Easy Installation and Maintenance
Modular diesel fire pump systems offer advantages such as rapid installation, convenient maintenance, and stable water supply, making them suitable for industrial and municipal fire protection projects and improving system reliability and operational efficiency.
With the continuous trend of standardization, modularization, and high reliability in modern fire protection engineering construction, fire water supply equipment not only needs to have stable and efficient operation performance, but also must meet increasingly stringent engineering requirements in terms of installation efficiency, system integration capabilities, and ease of maintenance. Especially in application scenarios such as industrial plants, petrochemical plants, power energy facilities, large-scale warehousing and logistics centers, and municipal infrastructure, fire protection systems often need to be deployed and put into use quickly within a short period of time, while maintaining high stability and low maintenance costs during long-term operation. Therefore, modular diesel fire pump systems have gradually become an important development direction in the field of fire water supply. Through highly integrated structural design and standardized module combination, this type of system achieves efficiency optimization throughout the entire process from production and transportation to installation, operation, and maintenance, providing a more efficient and reliable solution for various fire protection projects. The core advantages of modular diesel fire pump systems are primarily reflected in their modular structural design. The entire system typically consists of multiple functional units, including a diesel power module, a fire pump module, a control system module, and a pipeline valve assembly module. These modules utilize standardized interfaces and unified specifications during design and manufacturing, allowing for pre-assembly and commissioning before leaving the factory. This simplifies on-site installation, requiring only simple splicing and connection to complete the overall system deployment, significantly shortening the construction cycle and reducing on-site construction difficulty. This design not only improves engineering efficiency but also effectively reduces potential errors during installation, ensuring more stable and reliable system operation. Regarding the power system, the modular diesel fire pump system uses a high-performance diesel engine as the primary drive source, enabling independent operation. It can quickly start and continuously supply water even in the event of a power outage or unstable power supply. This feature is particularly important for critical fire protection systems, ensuring uninterrupted fire water supply in extreme conditions. Furthermore, the diesel power system features stable torque output, strong environmental adaptability, and excellent continuous operation performance, maintaining stable operation even in high-temperature, high-humidity, and dusty environments, thus meeting the needs of complex industrial environments. In terms of hydraulic performance, this system is typically equipped with a high-efficiency centrifugal fire pump. Through optimized impeller structure and flow channel design, the equipment maintains stable pressure while providing a large flow output, thus meeting the diverse water supply needs of different fire protection systems. It provides reliable support for indoor sprinkler systems, outdoor fire hydrant systems, and long-distance water supply scenarios. Its high-efficiency hydraulic design also reduces energy consumption and improves overall operating efficiency, bringing greater economic benefits to users. Regarding the control system, the modular diesel fire pump system is equipped with advanced automatic control devices. Pressure sensors and intelligent control modules monitor the system’s operating status in real time. When the pipeline pressure drops or the fire alarm system sends a signal, the equipment can automatically start and quickly enter working condition, achieving rapid response. The control system also has multiple protection functions, including low oil pressure protection, high temperature protection, overload protection, and fault alarms. It can take timely measures when the equipment operates abnormally to ensure the safe and stable operation of the system. Some systems can also achieve remote monitoring and data management, allowing users to keep track of the equipment’s operating status at any time and improve management efficiency. In terms of installation efficiency, the modular design offers significant advantages. Since the equipment undergoes overall testing and commissioning before leaving the factory, on-site installation only requires foundation fixing and pipeline connection, greatly reducing construction time. The modular structure also facilitates transportation and hoisting, allowing for flexible combination and arrangement according to project site conditions, making it particularly suitable for projects with limited space or complex construction conditions. Regarding maintenance convenience, the system also demonstrates significant advantages. Each functional module is relatively independent, allowing maintenance personnel to inspect and replace specific modules without disassembling the entire system, effectively shortening maintenance time and reducing costs. Furthermore, the rational internal structure layout and easily accessible key components enable rapid completion of routine maintenance tasks such as oil changes, filter cleaning, and inspection of connections, thus improving equipment availability. In terms of operational reliability, the modular diesel fire pump system, through the combination of high-quality materials and advanced manufacturing processes, gives key components excellent wear resistance and corrosion resistance, maintaining stable output even under prolonged high-load operation. The modular design also enhances system redundancy; in the event of a module failure, it can be quickly replaced or repaired, reducing system downtime and ensuring continuous operation of the fire water supply system. In terms of environmental adaptability, the system can adapt to various complex working conditions, including high temperature, low temperature, humid and dusty environments. It can also be customized according to project needs, such as adding rainproof, dustproof, or corrosion-resistant measures, enabling the equipment to operate stably in harsh environments. For cold regions, a preheating device can be added to improve the low-temperature starting performance of the diesel engine, ensuring the equipment maintains good working capabilities under extreme climatic conditions. In practical applications, modular diesel fire pump systems are widely used in petrochemical, power energy, port terminals, large-scale warehousing and logistics centers, and municipal infrastructure fields. Through its efficient water supply capacity and flexible installation methods, it provides reliable protection for various fire protection systems, responding quickly and continuously providing sufficient water during a fire, thereby effectively controlling the spread of fire and reducing losses. Its high reliability and low maintenance costs also bring significant economic benefits to users. With the continuous advancement of fire protection engineering technology, modular diesel fire pump systems are also continuously upgraded. By introducing more advanced hydraulic design and control technologies, the overall performance of the equipment is improved, and by optimizing structural design, installation and maintenance efficiency is further enhanced, enabling it to better meet the high standards required by modern fire protection engineering. Overall, the modular diesel fire pump system, through the organic combination of standardized module combinations, high-efficiency diesel power, and advanced control systems, has achieved comprehensive improvements in installation efficiency, operational stability, and maintenance convenience. It can not only meet the fire water supply needs of various complex engineering environments, but also provide a more efficient, reliable, and flexible solution for modern fire protection systems, playing a vital role in ensuring personnel safety and reducing fire risks.