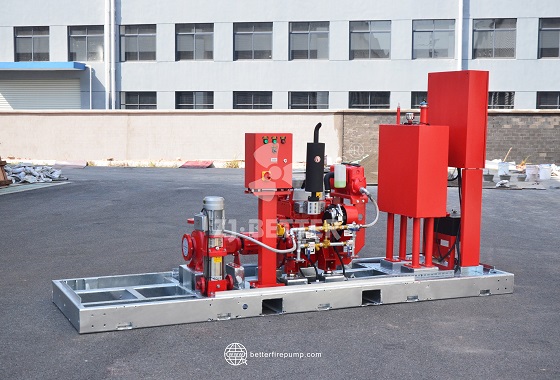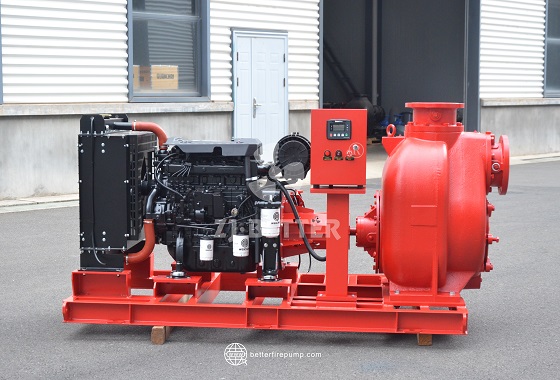
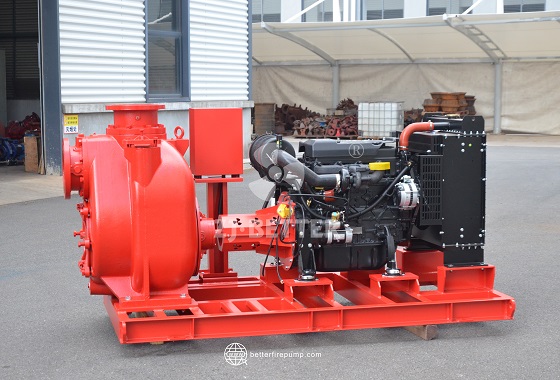
High Flow Diesel Fire Pump System for Mining and Industrial Emergency Drainage
High-flow diesel engine fire pump systems have the advantages of high head, large flow rate, rapid self-priming, and continuous operation in all weather conditions, making them suitable for mine drainage, industrial fire protection, flood control and disaster relief, and emergency water supply projects.
With the continuous expansion of large-scale industrial projects, mining engineering, urban infrastructure, and flood control and drainage systems, the importance of emergency water supply and high-flow-rate drainage equipment is increasing. In mining, industrial parks, tunnel construction, urban flood control, and large-scale fire protection projects, in the event of fire, rainstorm flooding, or sudden water supply failure, on-site high-flow-rate fire pump systems with rapid response capabilities are often required to ensure continuous and stable water supply and emergency drainage. Compared to traditional small fire pump equipment, high-flow-rate diesel engine fire pump systems, with their strong power output, high-efficiency water delivery capacity, and all-weather continuous operation advantages, have become important equipment in modern emergency fire protection and industrial drainage fields. This system combines a high-performance diesel engine with a high-efficiency centrifugal pump structure, which can not only meet the needs of large-scale fire water supply but also adapt to long-term continuous drainage operations in complex environments, providing reliable emergency water supply and drainage solutions for various large-scale engineering projects. One of the biggest advantages of high-flow-rate diesel engine fire pump systems is their superior high-flow-rate water delivery capacity. The equipment adopts an optimized hydraulic model design, using a high-efficiency impeller and wide flow channel structure to make the water flow more smoothly and evenly within the pump body, thereby achieving a higher flow output capacity. In mine drainage, flood control and disaster relief, and large-scale industrial fire protection systems, it is often necessary to complete a large volume of water delivery or drainage tasks in a short period of time. This system can quickly establish a stable flow rate, significantly improving on-site operational efficiency. Especially in emergencies such as torrential rain and flooding or sudden seepage in underground mines, the high-flow-rate water delivery capacity is crucial for reducing accident losses and ensuring personnel safety. To meet the demands of high-lift, long-distance water delivery, this fire pump system adopts a high-strength pump body structure and optimized impeller design, enabling the equipment to maintain a stable head output while providing a large flow rate. Even in complex terrain or long-distance water delivery environments, the equipment can maintain stable pressure, thereby ensuring the efficiency of fire-fighting water supply and industrial drainage. In large industrial parks, petrochemical projects, and mining engineering, water delivery distances are often long, and high-lift performance can effectively solve the problem of insufficient water pressure over long distances, improving the overall system reliability. Regarding the power system, the equipment uses a high-performance diesel engine as its core power source. The diesel power structure not only has strong output capabilities but can also operate independently in environments without electricity, making it particularly suitable for emergency fire-fighting and drainage tasks in field construction sites, mining areas, and during sudden power outages. The engine undergoes professional tuning and dynamic balancing optimization, ensuring high power output while reducing fuel consumption and operational vibration, thereby improving the overall stability of the equipment. Even during prolonged high-load continuous operation, the equipment maintains stable power output, providing reliable support for large-scale drainage and firefighting tasks. To enhance adaptability to complex operating conditions, the high-flow-rate diesel engine fire pump system adopts a self-priming design with rapid priming capabilities. After startup, the equipment can quickly establish a water intake state without a complex priming process, thus shortening on-site emergency response time. This rapid start-up advantage is particularly important for sudden water accumulation in mines, urban flooding rescue, and initial water supply in the early stages of fires, effectively improving on-site handling efficiency and reducing accident losses. Simultaneously, the equipment can adapt to complex water source environments with high sediment content or numerous impurities, maintaining stable operation even under harsh conditions. Durability is one of the key indicators of large-scale emergency equipment. The key components of this fire pump system are all manufactured using high-strength, wear-resistant, and corrosion-resistant materials, including a reinforced pump shaft, stainless steel impeller, high-temperature bearings, and a high-performance mechanical seal structure. These high-quality materials effectively resist wear and corrosion during long-term operation, maintaining stable performance even in humid, high-temperature, or complex water quality environments. For mining engineering and industrial drainage projects, equipment often needs to operate under high-intensity conditions for extended periods, and the durable structural design significantly extends equipment lifespan and reduces maintenance costs. Regarding vibration damping and stability, the high-flow diesel engine fire pump system employs an integral steel base and a professional vibration-damping structure design, effectively reducing mechanical vibration generated during engine and pump operation. Some units are also equipped with flexible couplings and buffer bases, further reducing vibration transmission to the ground and piping system, thereby improving overall operational stability. Low-vibration operation not only extends the lifespan of mechanical components but also reduces the risk of loosening or malfunction during long-term operation. The application of intelligent control technology further enhances the modernization level of the equipment. The system is equipped with an intelligent control cabinet that can monitor key parameters such as water pressure, flow rate, engine speed, oil temperature, and operating status in real time. When an abnormality is detected, the system automatically issues an alarm and takes protective measures, thereby preventing equipment damage and improving operational safety. Meanwhile, the equipment also supports automatic start-up and remote monitoring functions, enabling rapid response and automatic operation in the event of a drop in fire system pressure or an emergency on-site, significantly improving emergency response efficiency. In terms of energy efficiency, the system achieves high-efficiency, low-fuel-consumption operation by optimizing engine combustion efficiency and pump hydraulic structure. Compared to traditional high-energy-consuming drainage equipment, its fuel consumption per unit flow is lower, effectively reducing operating costs during long-term continuous operation. For large industrial enterprises and municipal flood control projects, energy efficiency not only reduces fuel expenditures but also improves overall project economic benefits. Convenience of installation and transportation is also a key advantage. The system adopts a modular base structure design, with the power system, fire pump, and control devices all centrally installed on a unified platform, facilitating on-site hoisting and rapid deployment. Some units can also be equipped with a mobile trailer structure to enhance mobility, allowing for rapid deployment to different work sites for emergency water supply or drainage tasks. The mobile design is particularly suitable for urban flood control and disaster relief, mining construction, and temporary engineering projects, effectively improving equipment utilization efficiency. In terms of application areas, high-flow diesel engine fire pump systems are widely used in scenarios such as mine drainage, industrial park fire protection, municipal flood control, tunnel construction, port terminals, petrochemical projects, and large-scale warehousing and logistics centers. In mining engineering, the equipment can quickly handle groundwater accumulation and ensure operational safety; in industrial fire protection, the equipment can provide a continuous and stable water supply for large-scale fire protection systems; in urban flood control and disaster relief, the equipment can quickly complete the task of pumping out accumulated water and reduce the impact of urban flooding. Due to its independent power, high-efficiency water delivery, and all-weather operation capability, it can play an important role in various complex environments. With the continuous expansion of modern industry and urban construction, the market demand for high-efficiency emergency water supply and drainage equipment is also continuously growing. High-flow diesel engine fire pump systems, through the comprehensive combination of high-performance power structure, high-efficiency water delivery capacity, and intelligent automatic control technology, achieve a comprehensive improvement in fire water supply efficiency, drainage capacity, and equipment reliability, providing a more efficient, safe, and stable solution for modern mining engineering, industrial fire protection, and urban emergency management.