Industrial Fire Water Stabilization Pump for Continuous Monitoring
The industrial fire protection continuous monitoring and pressure stabilizing pump unit adopts a high-efficiency vertical multistage pump, intelligent control system and high-precision pressure monitoring technology to achieve 24-hour real-time monitoring, automatic pressure replenishment, constant pressure water supply and intelligent management. It is widely used in fire protection systems of petrochemical, power energy, warehousing and logistics, high-rise buildings and industrial parks, providing continuous and stable pressure guarantee and highly reliable fire safety solutions for fire protection pipe networks.
The reliable operation of industrial fire protection systems relies on stable pipeline pressure, and industrial fire protection continuous monitoring and pressure-stabilizing pump units are crucial equipment for ensuring that fire water supply systems maintain optimal operating conditions. With the continuous expansion of modern industrial parks, petrochemical enterprises, power energy bases, large-scale warehousing and logistics centers, high-rise building complexes, and data centers, fire protection systems face higher demands for water supply pressure stability and real-time monitoring capabilities. Fire pumps are typically in standby mode. When the pressure in the fire pipeline drops due to minor leaks, temperature changes, water pressure fluctuations, or equipment operation factors, without professional pressure-stabilizing equipment to maintain system pressure, the fire pump is prone to frequent starts, increasing equipment wear and potentially affecting the overall reliability of the fire protection system. Industrial fire protection continuous monitoring and pressure-stabilizing pump units, through the organic combination of high-efficiency pressure-stabilizing pumps, intelligent control systems, pressure monitoring devices, and automatic adjustment technology, achieve real-time monitoring and precise pressure replenishment of the fire pipeline pressure, ensuring the long-term stable operation of the entire fire water supply system and providing continuous and reliable protection for industrial fire safety.
One of the most significant features of this unit is its 24/7 continuous monitoring capability. The system employs high-precision pressure sensors and intelligent control modules to continuously monitor the pressure of the fire protection pipeline network 24/7. When pressure changes reach a set range, the control system responds rapidly, automatically activating the pressure-stabilizing pump to restore the pipeline pressure to standard operating conditions. The entire process requires no manual intervention, boasting a high degree of automation and effectively preventing fire protection system failure due to insufficient pressure. For large industrial projects, continuous monitoring helps managers promptly detect pipeline anomalies and take proactive measures to prevent potential risks from escalating.
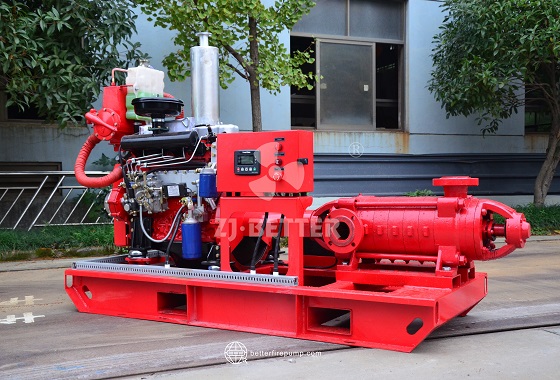
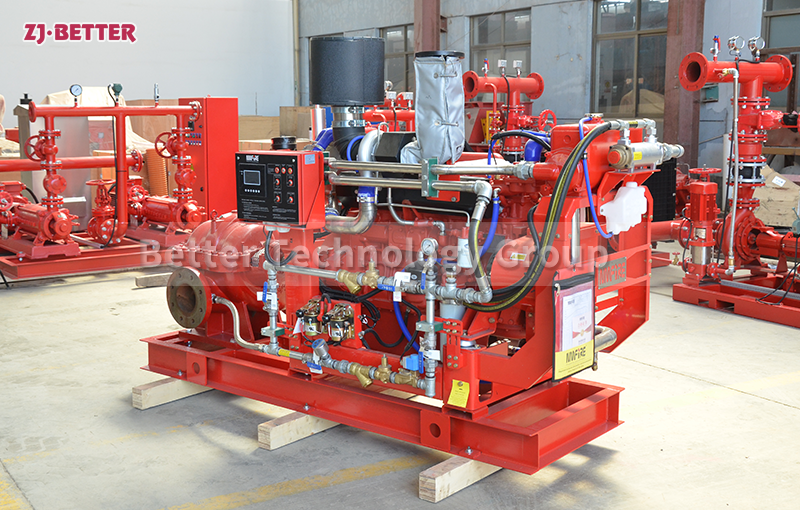
Highly efficient pressure stabilization and replenishment performance is the core advantage of this equipment. The unit adopts a vertical multi-stage centrifugal pump design, achieving stable and efficient pressure output through multi-stage impeller pressurization. Compared to traditional single-stage pumps, multi-stage pumps offer higher head, smoother operation, higher efficiency, and lower noise. When a slight pressure loss occurs in the fire protection pipeline network, the pressure-stabilizing pump can quickly replenish the pressure and maintain a constant operating state, ensuring the entire fire protection system is always in optimal standby condition. Even in complex pipeline structures and large-area coverage scenarios, the equipment maintains excellent pressure stability.
Intelligent control technology further enhances equipment operating efficiency. The unit is equipped with an advanced microcomputer control system that automatically adjusts the operating mode according to actual working conditions. The system features automatic start/stop, pressure setting, fault alarm, operation record, and data storage functions, achieving digital and intelligent fire-fighting pressure stabilization management. The control cabinet uses high-quality electrical components, ensuring stable and reliable operation and providing multiple safety protection functions. In the event of overload, phase loss, overvoltage, undervoltage, or equipment malfunction, the system can promptly alarm and take protective measures to prevent equipment damage and ensure the continuous and reliable operation of the fire protection system.
Energy efficiency is a crucial direction for the development of modern fire-fighting equipment. The industrial fire-fighting continuous monitoring pressure-stabilizing pump unit uses a high-efficiency motor and optimized fluid design structure, effectively reducing energy consumption while ensuring pressure stability. Since the pressure-stabilizing pump primarily compensates for minor pressure losses, the equipment operates with lower power, consuming far less energy than the main fire pump’s frequent start-up. Intelligent control technology enables on-demand pressure replenishment, further improving energy utilization efficiency. For large-scale industrial projects operating long-term, this equipment can significantly reduce fire-fighting system operating costs and improve overall economic benefits.
The equipment has a compact structure and is easy to install. The unit shown in the image adopts an integrated skid-mounted design, integrating the pressure-stabilizing pump, control cabinet, pressure gauges, piping components, and valve system onto a unified base platform. Assembly, commissioning, and performance testing are completed before the equipment leaves the factory; on-site connection to the fire protection network and power supply is all that’s needed for immediate use. This integrated design not only shortens the installation cycle but also reduces on-site construction work, improving project efficiency. Furthermore, the equipment has a small footprint, making it particularly suitable for projects with limited equipment room space.
High-reliability design meets the long-term operational needs of industrial environments. Industrial fire protection systems typically require equipment to be continuously available year-round; therefore, the pressure-stabilizing unit must possess extremely high reliability. Key components are manufactured using high-quality materials; the pump body has excellent wear resistance, the bearing system operates stably, and the motor adopts industrial-grade design standards, capable of withstanding long-term continuous operation. The control system has undergone rigorous testing and verification to ensure stable performance output under various complex environmental conditions, providing continuous and reliable support for the fire protection system.
Excellent environmental adaptability further expands the equipment’s application range. Industrial project environments are complex and diverse, potentially involving high temperatures, high humidity, dust, corrosive gases, and vibration and shock. The unit employs anti-corrosion surface treatment and a high-protection-level electrical control system, effectively improving its environmental adaptability. Whether in coastal ports, petrochemical bases, mining enterprises, or high-temperature industrial plants, the equipment can operate stably and maintain good working condition, thus meeting the application needs of different regions and industries.
Precise pressure control technology is key to ensuring the stability of the fire protection system. The equipment can accurately set the pressure according to the fire protection system design requirements and adjust its operating status in real time through intelligent algorithms, avoiding excessive pressure fluctuations or frequent start-stops. A stable pressure environment not only improves the reliability of the fire protection system but also extends the service life of pipelines, valves, and other fire protection equipment. For automatic sprinkler and fire hydrant systems, precise pressure control ensures that fire protection equipment functions immediately in the event of a fire, improving fire extinguishing efficiency and safety assurance capabilities.
The unit is widely applicable to various industrial and commercial projects. In the petrochemical industry, it can be used in fire protection systems for tank farms, production facilities, and hazardous materials storage areas; in the power industry, it can be used in fire water supply systems for power plants and substations; in the manufacturing sector, it can be used in steel, automotive, electronics, and machinery manufacturing plants; in commercial buildings, it can be used in large shopping malls, office buildings, hotels, and hospitals; and in logistics and warehousing, it can be used in automated warehouses and large distribution centers. With its excellent performance and reliable quality, this equipment has become an important component of modern fire water supply systems.
From the perspective of the entire lifecycle management of fire protection systems, the industrial fire continuous monitoring and pressure-stabilizing pump unit is not only a pressure-stabilizing device but also a proactive fire safety solution. Through real-time monitoring, automatic pressure replenishment, intelligent management, and fault early warning functions, it transforms the fire protection system from a passive response to a proactive prevention system. The equipment can promptly detect potential problems and maintain stable system pressure, reducing the number of ineffective starts of the main fire pump, lowering maintenance costs, and improving overall system reliability. With the continuous development of smart fire protection and digital management concepts, pressure-stabilizing pump units with continuous monitoring and intelligent control capabilities will play a more important role in future fire protection engineering construction, providing safer, more efficient and reliable fire water supply for industrial facilities and commercial buildings, and becoming an indispensable and important piece of equipment in modern fire protection systems.