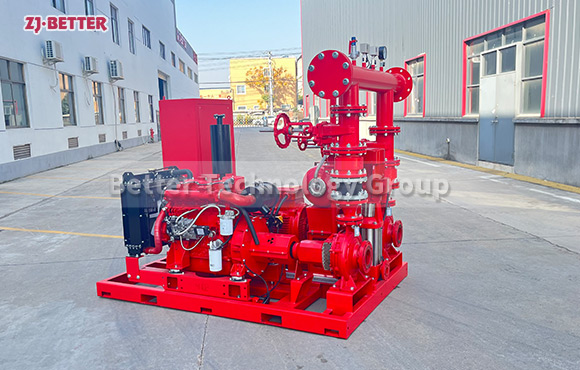
Split Case Centrifugal Fire Pump Package with Jockey Pump Control
Split case centrifugal fire pump package with jockey pump control design, delivering high flow, stable pressure and intelligent duty-standby operation. Ideal for high-rise buildings, industrial plants, warehouses and municipal projects, ensuring reliable automatic fire water supply and long-term continuous performance.
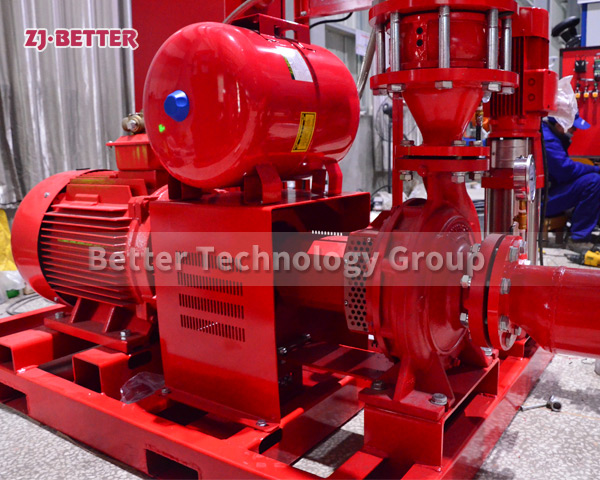
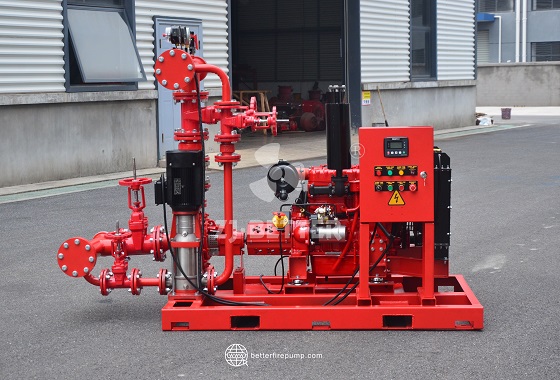
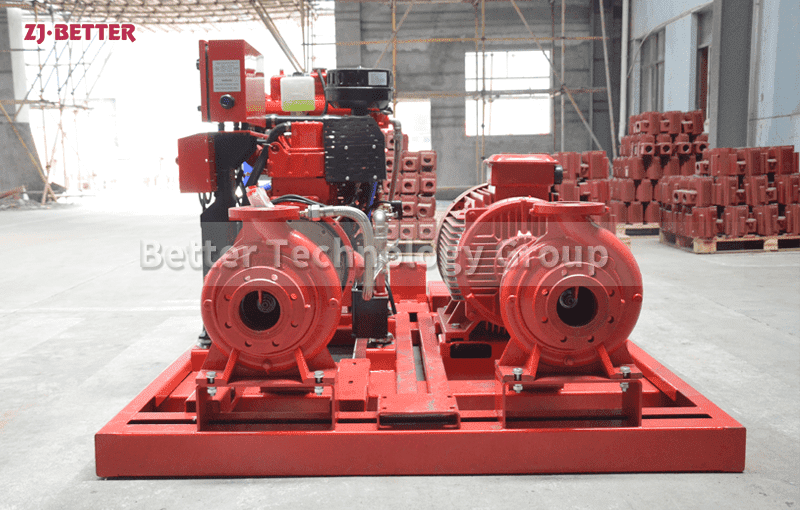
The split-case centrifugal fire pump system, with its pressure-stabilizing pump linkage control design, is a comprehensive solution specifically designed for high-standard fire water supply systems. It is widely used in large commercial complexes, high-rise buildings, industrial plants, warehousing and logistics centers, data centers, power facilities, and municipal public buildings—places with extremely high requirements for reliable fire water supply. This system typically consists of a split-case centrifugal main pump, an electric or diesel-driven standby pump, and a vertical pressure-stabilizing pump. Through an intelligent control system, it achieves coordinated operation and automatic pressure regulation of multiple pumps, forming a stable, efficient, and continuous fire water supply system. It can quickly establish and maintain pipeline pressure at the first sign of a fire, ensuring sufficient water supply for sprinkler systems, fire hydrant systems, and other fire-fighting terminal equipment. The split-case centrifugal pump, as the core main pump, adopts a horizontally axially symmetrical structure. The pump body is split along the middle of the axis, with the inlet and outlet located on the same horizontal axis. This compact and reasonable structure not only facilitates installation and layout but also allows for opening the top cover and internal maintenance without disassembling the pipeline, significantly improving maintenance efficiency and reducing downtime. It is particularly suitable for fire pump room environments with high requirements for continuous operation. Its hydraulic model is optimized, featuring a smooth and efficient impeller flow path. While ensuring high flow output, it maintains a stable head curve, reduces hydraulic losses, and improves overall efficiency, meeting the dual demands of high flow and high pressure in complex pipe network systems. The pump body is made of high-strength cast iron or ductile iron, and key flow components can be fitted with corrosion-resistant materials based on the water quality environment, enhancing wear resistance and corrosion resistance, and extending equipment service life. The bearing system adopts a heavy-duty structural design, coupled with a high-quality lubrication system, enabling it to withstand long-term high-load operation, maintaining shaft stability and low vibration, thereby improving overall reliability. The sealing system can be selected from packing seals or mechanical seals according to project requirements, ensuring reliable sealing during operation and reducing the risk of leakage. As a crucial component of the system, the pressure-stabilizing pump typically employs a vertical, multi-stage centrifugal structure. It is compact, responds quickly, and offers high pressure control precision. Its primary function is to maintain stable static pressure in the pipeline network during normal fire-free conditions, compensating for pressure drops caused by minor leaks or pressure fluctuations, and preventing frequent start-stops of the main pump. This extends the main pump’s lifespan and reduces energy consumption. When the system pressure falls below a set value, the pressure-stabilizing pump prioritizes startup and quickly restores pressure. When the pressure continues to drop to the fire initiation threshold, the main pump automatically engages, forming a tiered response mechanism that improves the overall system efficiency and stability. The linkage control system utilizes an intelligent control cabinet for centralized management, enabling automatic start-up, manual control, pressure monitoring, operational status display, fault alarms, and remote signal interfaces. Accurate pressure sensors collect pipeline data in real time, and the system automatically determines the operating mode based on preset parameters, achieving intelligent switching and coordinated operation between the main pump, standby pump, and pressure-stabilizing pump. In the event of an anomaly or malfunction in the main pump, the standby pump can automatically take over the water supply, forming a dual or multiple protection mechanism and significantly enhancing the safety redundancy level of the fire protection system. In terms of power configuration, electric motors or diesel engines can be selected according to project requirements. Electric drive is suitable for building environments with stable power supply, offering advantages such as rapid start-up, smooth operation, and simple maintenance. Diesel drive, on the other hand, provides independent operation capability in the event of power outages or unstable power, ensuring uninterrupted fire water supply during critical moments. The two drive methods can be combined to form a primary and backup structure, improving the overall system reliability. The entire equipment is installed on a heavy-duty steel base, treated with anti-corrosion coating, providing excellent vibration resistance and weather resistance. The base structure has undergone mechanical optimization design, effectively reducing the impact of operating vibration on the equipment and improving operational stability. Before leaving the factory, the system undergoes rigorous performance testing, including flow rate testing, head testing, pressure stability testing, and linkage control testing, ensuring that all parameters meet design standards and comply with fire protection regulations of different countries and regions. This complete set of equipment demonstrates excellent stability and adaptability in practical applications. In high-rise buildings, it can provide stable pressure for both high- and low-zone piping networks. In large warehouses and industrial parks, it can cover long-distance pipelines and multi-branch systems, ensuring sufficient water pressure for the end sprinklers. In critical locations such as data centers and power facilities, the system’s high-reliability design reduces fire risks, providing robust protection for important equipment and assets. From an economic perspective, the split-case centrifugal fire pump system reduces frequent start-stop of the main pump through a pressure-stabilizing pump linkage control design, reducing energy consumption and mechanical wear, extending equipment life, and lowering long-term maintenance costs. Simultaneously, the modular, complete-set supply method simplifies the installation process, shortens the project cycle, reduces on-site construction complexity, and improves overall project efficiency. The overall system achieves a high degree of integration in terms of structural design, power configuration, intelligent control, and hydraulic performance, providing efficient, stable, and reliable fire water supply for modern buildings and industrial facilities. In the context of increasingly stringent requirements for fire safety and system stability, this type of split-case centrifugal fire pump system, with its high flow output capacity, precise pressure stabilization control performance, and comprehensive main and backup linkage mechanism, has become an indispensable core fire protection equipment in various large-scale engineering projects, building a solid protective barrier for personnel safety, property protection, and the continuous operation of projects.