Compact Modular Fire Pump Skid: Designed for Space-Limited Fire Protection Projects
Discover a compact modular fire pump unit engineered for high efficiency, stable pressure supply, intelligent control, and easy installation. Ideal for high-rise buildings, industrial facilities, warehouses, and retrofit projects, offering reliable performance, long service life, and fully integrated fire protection capability.
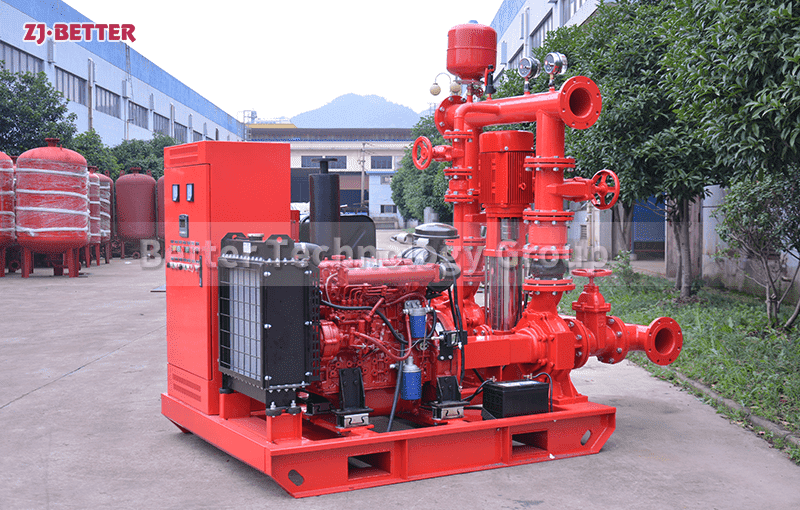
Compact modular fire pump units, as core equipment highly valued in modern fire protection systems, are increasingly becoming the preferred choice for industrial facilities, commercial complexes, warehousing centers, energy bases, and building projects with strict space constraints, thanks to their highly integrated structural design, flexible installation methods, and stable and efficient operation. These units integrate the pump body, motor, control cabinet, piping system, valve assembly, pressure detection module, and base into a complete independent unit, significantly simplifying the cumbersome foundation construction, complex equipment layout, and redundant installation processes of traditional fire pump room construction. This greatly shortens the construction cycle in actual projects and improves the overall efficiency of the fire protection system. Their compact modular design allows direct assembly onto prefabricated bases, eliminating the need for extensive on-site piping modifications or equipment repositioning; only inlet and outlet water pipes and electrical control lines need to be connected according to system requirements. The modular fire pump unit is ready for immediate deployment, significantly reducing construction difficulty and labor costs. This advantage is particularly pronounced in renovation projects, areas with limited underground space, and applications requiring rapid deployment. Furthermore, the modular fire pump unit adheres to strict fire protection standards in its design process, ensuring that its main parameters, including head, flow rate, efficiency, and long-term continuous operation capability, reach professional levels. The core pump body adopts a high-efficiency hydraulic model, combining a vertical or horizontal structure with a multi-stage impeller design, enabling the unit to maintain stable water supply capacity even under high head requirements. It demonstrates excellent performance in large pipe networks, high-rise buildings, or long-distance water transmission environments. At the same time, the pump body is mostly made of corrosion-resistant stainless steel, ductile iron, or carbon steel alloy, and its durability is enhanced through special coating technology. This ensures stable operation even in long-term humid, high-pressure, or unstable water quality environments, preventing flow rate reduction or equipment damage caused by corrosion. Another significant advantage of modular fire pump units is the high integration of their intelligent control systems. The control cabinet typically includes a series of functions such as main pump control, automatic start/stop, pressure monitoring, overload protection, phase loss protection, fault alarm, historical record query, and manual/automatic switching. It uses high-precision pressure sensors to monitor the pipeline pressure in real time. When the system pressure is lower than the set value, the equipment will automatically start to boost water supply. Conversely, it will automatically stop when the pressure reaches a stable range, thus ensuring that the system always maintains a safe water pressure range. At the same time, the control system can also be configured with a variable frequency control mode according to project requirements, which can reduce energy consumption and improve operating economy without affecting the fire extinguishing water supply efficiency. During daily testing, low-flow operation, or system inspection, variable frequency control can also reduce water hammer impact and equipment wear, thereby extending the life of the entire fire water supply system. Furthermore, modular fire pump units offer exceptional ease of maintenance. Their compact yet uncrowded layout ensures direct access to critical components such as the pump body, valves, electrical control systems, and couplings, facilitating regular inspections, replacement of vulnerable parts, and system upgrades. The base structure can be reinforced with steel to reduce vibration during pump startup and maintain stable operation, minimizing the risk of impact from surrounding buildings or equipment. Modular units are also easy to transport and disassemble, allowing for pre-assembly at the factory and segmented installation on-site, effectively avoiding the transportation and installation difficulties associated with traditional large pump units. For contractors, this equipment shortens installation time, reduces construction difficulty, and lowers overall project costs. For owners, it enhances system reliability, reduces ongoing maintenance costs, and ensures rapid response of the fire protection system in critical moments, maintaining stable water pressure and highly reliable water supply. It quickly provides the necessary fire-fighting water in the early stages of a fire, reducing the risk of escalation. Modular fire pump units also have significant advantages in terms of applicability. They can be applied to high-rise buildings, residential communities, industrial production workshops, data centers, logistics warehouses, chemical plants, energy facilities, pump room renovation projects, and temporary fire protection projects requiring rapid installation. Their flexible configuration capabilities allow for the selection of pump types with different flow rates and heads according to fire protection design specifications. They can also be combined with pressure-stabilizing pumps, sprinkler pumps, foam system pumps, etc., to form a composite integrated system. Through the combination of different functional modules, more diversified fire water supply solutions can be achieved. Overall, the compact modular fire pump unit, with its high efficiency, high reliability, strong adaptability, convenient installation, and high degree of intelligence, has become an important component of modern building fire protection systems. While meeting safety standards, it optimizes construction processes and improves operational efficiency, providing stable, professional, and economical fire water supply for various engineering projects. It is currently a widely adopted and continuously developing advanced product solution in the fire pump industry.