Heavy-Duty Electric Fire Pump for Warehouses, Workshops, and Municipal Fire Protection Projects
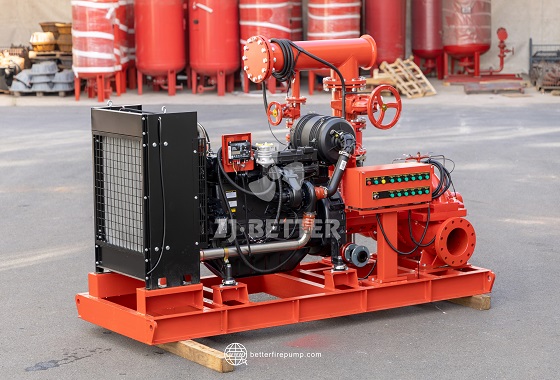
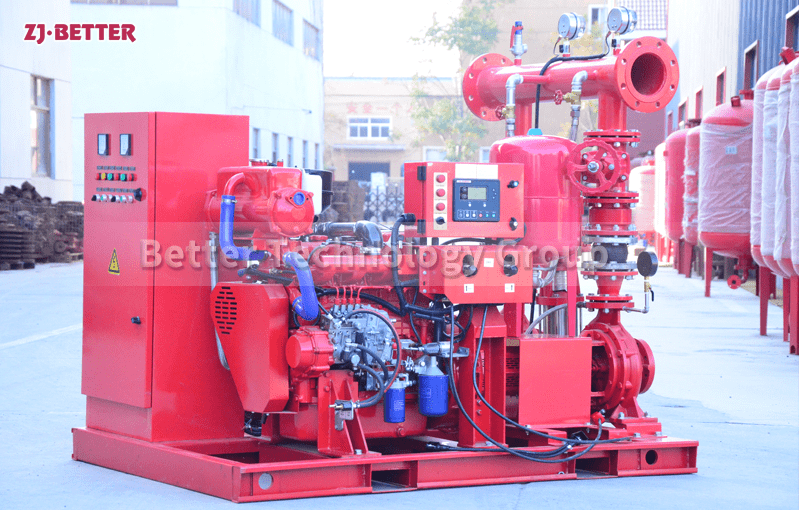
High-power electric fire pumps are designed for warehousing centers, production workshops, and municipal fire protection projects. They feature high flow rate, high head, stable operation, automatic control, and strong adaptability, ensuring a continuous and reliable water supply for fire protection systems in emergencies. They are the ideal fire protection power solution for various industrial and municipal projects.
High-power electric fire pumps, as core power equipment in modern fire protection systems, are designed with high efficiency, high reliability, and continuous and stable water supply capabilities in mind. They are widely used in warehousing centers, large production workshops, logistics parks, municipal fire protection projects, and various industrial facilities requiring long-term continuous water supply. With continuously improving fire safety standards, various application scenarios place higher demands on the water supply pressure, flow rate, response speed, and continuous operation capability of fire protection systems. Therefore, an electric fire pump capable of maintaining strong power output, stable operation, and meeting multiple operating conditions under harsh environments has become crucial in fire protection engineering configurations. This high-power electric fire pump adopts a single-stage or multi-stage centrifugal structure, using a high-efficiency motor as its power core. By optimizing the hydraulic model and operating curves, it achieves higher flow efficiency and head performance. It also features high temperature resistance, vibration resistance, corrosion resistance, low noise, and low failure rate, enabling it to continuously and stably provide fire-fighting water pressure in emergency situations, ensuring that sprinkler systems, fire hydrant systems, deluge systems, or foam extinguishing systems can achieve optimal fire-fighting effects in the first instance. The core structure of the product adopts a combination of heavy-duty cast iron pump body, high-strength stainless steel pump shaft, and high-efficiency closed impeller, which not only improves mechanical strength but also significantly reduces long-term wear. The internal flow channel of the pump body has been optimized through engineering, making the medium flow more smoothly within the pump and reducing hydraulic losses, thus resulting in higher performance. The motor uses an internationally standardized high-efficiency and energy-saving motor, featuring stronger starting torque, lower operating temperature rise, and higher insulation class. Even under continuous high-load conditions, it can maintain stable output while effectively reducing energy consumption and bringing lower operating costs to users. To cope with the high dust, high humidity, or temperature difference environments that may be encountered in warehousing, factories, and municipal engineering projects, this electric fire pump incorporates thickened protection, enhanced sealing, a shock-resistant base, and electrostatic spraying processes in its structural design, giving it stronger environmental adaptability and a longer service life. Its surface corrosion-resistant treatment effectively reduces rust and structural embrittlement caused by environmental influences, ensuring the equipment maintains reliability under harsh conditions. Furthermore, different materials for impellers, mechanical seals, and couplings can be configured according to project requirements to adapt to different regional water quality, water temperature, or pressure requirements. The control system is another highlight of this product. It can be matched with a dedicated fire protection control cabinet to achieve fully automatic start-up, system linkage control, fault alarm, pressure monitoring, flow monitoring, motor protection, and remote signal feedback. In the event of a fire, it can automatically activate upon receiving a pressure drop signal from the sprinkler system or fire hydrant network, eliminating the need for on-site personnel and significantly improving the fire protection system’s response speed. Furthermore, the system supports manual and automatic dual-mode switching, facilitating daily maintenance and emergency operation. For large warehouses and production workshops, these scenarios typically involve vast spaces, dense cargo, and high fire loads, placing even stricter demands on the stability of the fire water supply system. This high-power electric fire pump optimizes pump efficiency and motor efficiency, ensuring stable output from the hydrant network under both peak pressure demands and long-term water supply conditions. It prevents excessive temperature rise or flow attenuation due to prolonged operation, avoiding insufficient water supply in critical moments and improving the overall safety level of the fire protection system. In municipal engineering applications, the equipment can serve not only as a fixed fire pump set but also as the core power source for regional fire stations, water plant booster equipment, or urban fire lift pump stations. Thanks to its high flow rate, high head, and high reliability, it can meet the needs of multi-story buildings, multi-area water supply, and multi-point fire-fighting linkage, playing an important role in urban development. Furthermore, it supports dual-power systems with backup or diesel pumps to ensure continued fire-fighting water supply during power outages or grid instability. The equipment’s operational reliability stems from rigorous manufacturing precision and a high-standard quality control system. Each pump undergoes water pressure testing, performance testing, dynamic balancing testing, motor insulation testing, and linkage debugging before leaving the factory, ensuring immediate use upon installation at the user’s site and a lower failure rate. In terms of maintenance, the front-opening structural design and standardized components make disassembly, inspection, and replacement of vulnerable parts more convenient, reducing maintenance time and improving system uptime. Users can select models with different flow rates and head ranges according to different usage scenarios such as factories, warehouses, and municipal engineering projects. This electric fire pump offers various configuration options from medium to ultra-high flow rates and from low to high head to meet the parameter requirements of various fire protection systems. The selectable flange standards, shaft sealing methods, and motor ratings can be flexibly customized according to different national standards and engineering requirements, making the product more versatile and adaptable. In summary, high-power electric fire pumps not only possess significant advantages in structure, materials, motor performance, control design, and reliability, but also, due to their strong adaptability and multi-scenario application capabilities, have become an irreplaceable core device in fire protection systems for warehousing and logistics, industrial plants, municipal facilities, and various large-scale buildings. Whether in normal operation or in the event of a sudden fire, it maintains a long-term stable, efficient, and reliable working state, providing a continuous and sufficient water supply for fire suppression systems. With the continuous improvement of fire protection regulations and industrial safety standards, this electric fire pump, with its superior performance and long-term stable quality, has become one of the preferred fire-fighting power equipment in many engineering projects. It can significantly improve the fire safety level of buildings and industrial facilities, fundamentally enhance fire prevention and extinguishing efficiency, protect personnel and property safety, and provide stronger power support for modern fire protection engineering construction.